(ニ)Oリングの装着に際しての注意事項
①Oリングおよびグランド部は、清浄に保ち、かつグリースや潤滑油にウエス、軍手の 糸くず、きり粉、ごみや異物が混入しないようにすること。
②装着を容易にするため、Oリングにグリースや潤滑油を十分に塗布してから装着すること。
③潤滑
Oリングの機能、寿命、摩擦抵抗などを良好にするためには、潤滑油を施さねばならない。このために図1.2.31のようにフェルトワイパを装備し、フェルトに油孔からつねに使用条件に適した潤滑油を注入すべきである。特に空気、ガス等の場合は、できる限りフェルトワイパを使用し、Oリングの変質、変形、摩耗などを防がねばならない。Oリングの摩耗要因である摩擦の増減を表1.2.23に示す。
<技・製>表1.2.23 Oリングと摩擦抵抗の関係
| 摩擦が増大する | 要因 | 摩擦が減少する |
| 大 | 荷重(つぶし代) | 小 |
| 粗 | 金属面の仕上げ | 精 |
| 大 | 硬さ | 小 |
| 低 | 速さ | 高 |
| 大 | Oリングの太さ | 小 |
| 大 | 圧力 | 小 |
| 無 | 潤滑 | 有 |
| 低 | 温度 | 高 |
| 小 | 溝の幅 | 大 |
| 大 | 軸の径 | 小 |
| 粗 | Oリングの表面仕上げ | 精 |
<技・製> 図1.2.31

④Oリングのねじれおよび破損
漏れ、破損などOリングの寿命を決定するOリングのねじれ現象は圧力差2.94MPa{30kgf/cm2}以下の状態で、しかもしゅう動速度が5mm/秒以下のような低速度の場合とか、特殊な考慮が払われていない限り300mm以上のストロークの使用の場合には、発生しやすく注意を要する。なお、その他の要因としては潤滑方法、つぶし代、使用温度、溝部およびしゅう動部面仕上げ等がある。
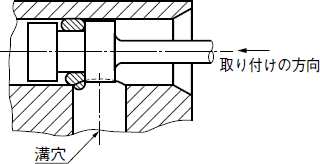
⑤装着機構に鋭利な角がある場合
(a) 装着機構の角をとること
Oリング装着にあたってはOリングに傷が付かないようにグランドや、ピストン
ロッド等の鋭利な角はすべて図1.2.32のようにする。
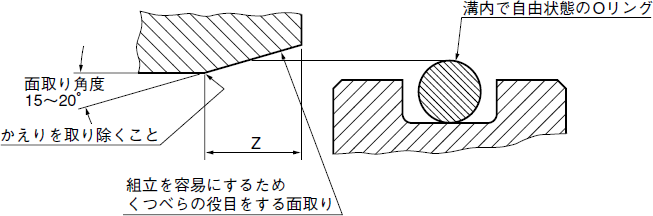
取付部の鋭い角を取り除くための寸法表示をJIS B 2406では表1.2.24のように定めている。
また、図1.2.33、図1.2.34を参照のこと。
<技・製>表1.2.24 取付部の寸法表
単位 mm
| Oリングの呼び番号 | Oリングの太さ | Z(最小) |
| P3~P10 | 1.9 ±0.08 | 1.2 |
| P10A~P22 | 2.4 ±0.09 | 1.4 |
| P22A~P50 | 3.5 ±0.10 | 1.8 |
| P48A~P150 | 5.7 ±0.13 | 3 |
| P150A~P400 | 8.4 ±0.15 | 4.3 |
| G25~G145 | 3.1 ±0.10 | 1.7 |
| G150~G300 | 5.7 ±0.13 | 3 |
| A0018G~A0170G | 1.80±0.08 | 1.1 |
| B0140G~B0387G | 2.65±0.09 | 1.5 |
| C0180G~C2000G | 3.55±0.10 | 1.8 |
| D0400G~D4000G | 5.30±0.13 | 2.7 |
| E1090G~E6700G | 7.00±0.15 | 3.6 |
<技・製> 図1.2.32 鋭利な角を取り除いた図
(b)装着には治具を使用すること
Oリングがねじ部または、その他の鋭い角を通って取り付けられるときは、Oリングを
傷付けないような機構に設計し、また取り付けにあたっては次の図1.2.35のようにねじ部にキャップを挿入して取り付けるとよい結果が得られる。
<技・製>図1.2.33 正しい取付方法
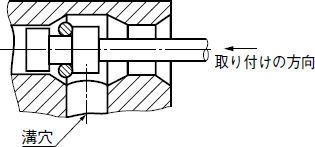
<技・製>図1.2.34 誤った取付方法