3. 電気・電子・通信関連製品 3.1 ふっ素樹脂絶縁材料
3.1.1 バルフロンPTFEテープ(No.7900シリーズ)
四ふっ化エチレン樹脂(PTFE)ブロックをスカイビング(切削)することにより製作 したものや、ロール加工により製作した未焼成テープ等がある。
絶縁破壊電圧が高いことや絶縁抵抗が大きい等の電気特性や、高周波での特性にすぐれ ているため、絶縁用途や電線被覆用途等に使用される他、非粘着性や低摩擦特性に すぐれているため離型用途等にも使用される。
(1) 切削テープ(No.7900)
PTFEブロックを切削してテープにしたもので耐熱性、耐寒性、電気特性、耐薬品性等に すぐれている他、非粘着、低摩擦係数を有する等の特長がある。
(a) 特性
<技・製> 表3.1.1 規格値(JISK6887)

<技・製> 表3.1.2 特性の一例(テープ厚さ:0.1 mm)
| 項 目 | 特性値 |
| 絶縁破壊電圧(kV) | 11 |
| 体積抵抗率(Ω-cm) | 3.0×1018 |
| 表面抵抗率(Ω) | 2.2×1018 |
| 誘電正接(1MHz) | 1.0×10-4N以下 |
| 誘電率(2MHz) | 2.1 |
| 引張強さ MPa{kgf/mm2} | 36.3{3.7} |
| 伸び(%) | 350 |
| 耐アーク性(s) | 330以下 |
(b) 用途
コイル絶縁、ヒートシールの層間セパレーター、耐薬品用のパッキンおよびガスケット、非粘着用途。
(2) 両面処理テープ(No.7990)および片面処理テープ(No.7991)
バルフロンPTFE切削テープ(No.7900)の表面を化学的に処理し、接着性を付与した テープである。
特性的には、表面抵抗率を除いて、バルフロンPTFE切削テープとかわらない。(表面抵抗率は1010Ω前後に低下する)
(a) 特性
<技・製> 表3.1.3 接着試験の一例
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
(b) 用途
モーター、トランスの主絶縁、リード線の絶縁、コイルセパレーターおよび層間絶縁、その他。
(3) 粘着テープ(No.7910)およびガラスクロス粘着テープ(No.7925)
バルフロンPTFE切削テープおよびバルフロンPTFEガラスクロステープに耐熱性の粘着剤を塗布したものである。
(a) 特性
<技・製> 表3.1.4 特性の一例
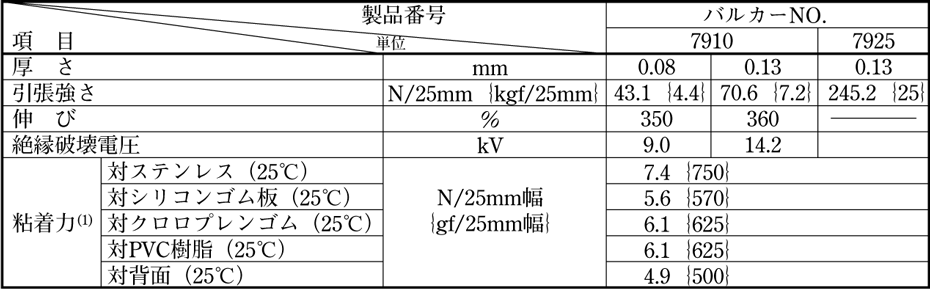
注(1)試験方法はJIS C2336 180°剥離試験
(b) 用途
ヒートシール用セパレーター、ホッパー、シューターの内張り、コイルの絶縁、プラスチック成形離型板、その他。
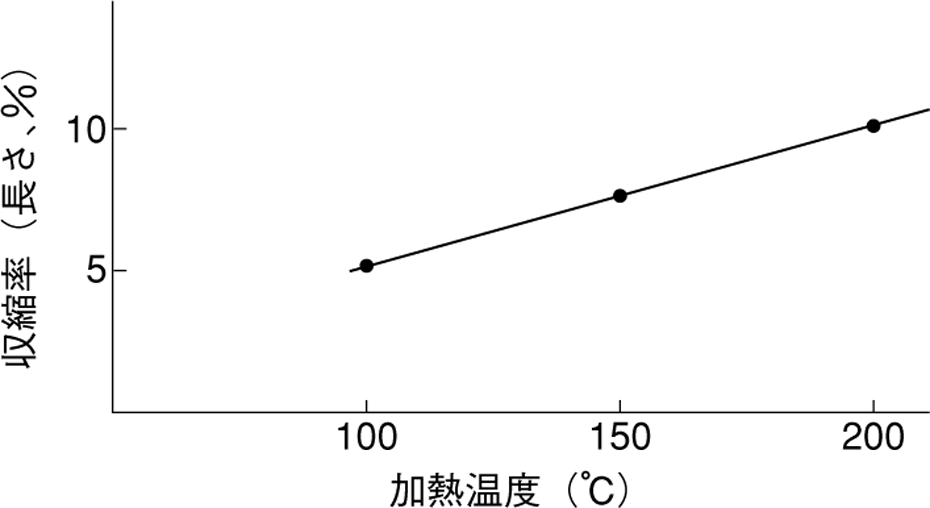
(4) 強化テープ(No.7900-S)
高抗張力、高絶縁性を有するPTFEテープで、独特な形成方法により製造されたものである。
当社同厚さのPTFE切削テープと比較し、絶縁破壊電圧が約1.5倍、引張強さが2倍以上ある。
(a) 特性
<技・製> 表3.1.5 特性の一例
| 厚さ mm | 0.050 | 0.025 | ||
| 引張強さ(長さ方向、幅方向)N/25mm{kgf/25mm} | 86.3{8.8} | 34.3{3.5} | 49.0{5.0} | 16.7{1.7} |
| 伸び(長さ方向、幅方向) % | 110 | 330 | 110 | 330 |
| 絶縁破壊電圧 kV | 7 | 4.5 | ||
<技・製> 図3.1.1 加熱収縮率
(b) 用途
コイルセパレーター、モーター変圧器の絶縁、スペーサー、コンデンサー用、その他。
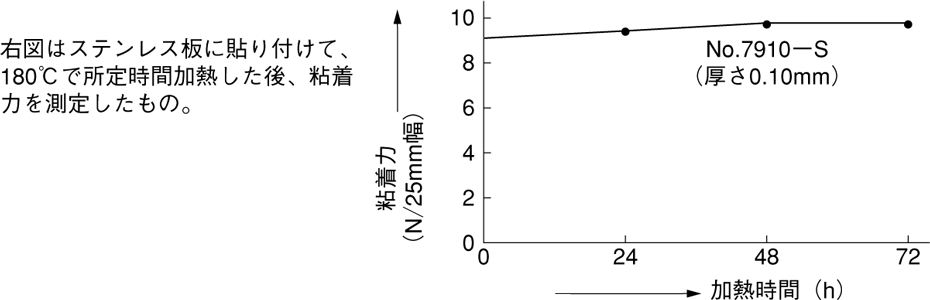
(5)強化粘着テープ(No.7910-S)
バルフロンPTFE強化テープに耐熱性粘着剤を塗布したものである。
高い抗張力を有するので、張り作業が容易となる。
(a)特 性
<技・製> 表3.1.6 特性の一例
| 厚さ(粘着剤付) mm | 0.08 | 0.10 |
| 引張強さ N/25mm {kgf/25mm} | 88.3{9.0} | 137.3{14.0} |
| 伸び % | 120 | 125 |
| 絶縁破壊電圧 kV | 9.0 | 11.0 |
<技・製> 図3.1.2 粘着力の耐熱性
(b)用 途
ヒートシーラー用セパレーター、ロール・コンベアーベルト、ホッパーなどの離型用、その他。
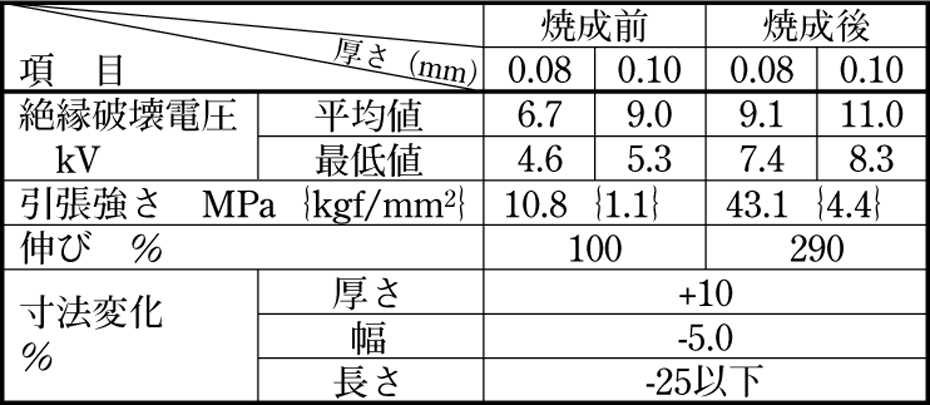
(6)未焼成テープ(No.7940)
四ふっ化エチレン樹脂をロール操作により電線被覆用としてテープ状に製作した未焼成テープである。被覆要領は、テープを未焼成のまま電線に巻き上げ350℃~370℃ で加熱処理(焼成)する。PTFE押出し被覆では、困難な長尺の太物同軸ケーブルのジャケット等に適している。
(a)特 性
<技・製> 表3.1.7 特性の一例