メタルジャケットガスケット
メタルジャケットガスケットは、耐熱フェルトなどの中芯材(クッション材)の外側を金属薄板で被覆したセミメタリックガスケットです。任意な形状に製作可能ですので、異形フランジや熱交換器のガスケットに適しています。断面形状が平形と波形の2 種類あり、バルカホイル 製の “のり付きギャザーテープ(No.VF-70)” または “シート(No.VF-30)” を貼り付けし、シール性を高めたものも製作しています。
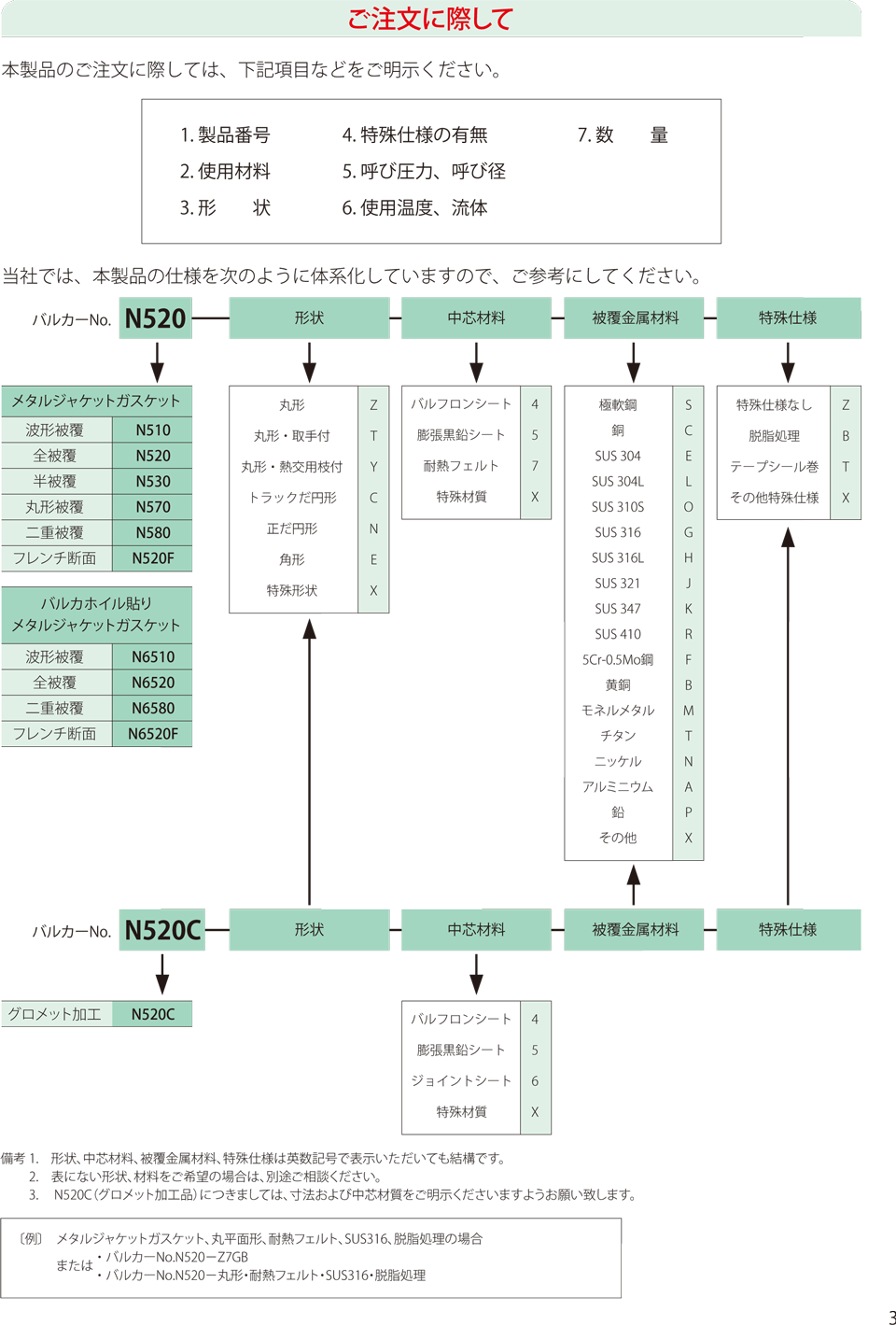
- バルカー製品番号
- N520-C
- 製品名
- メタルジャケットガスケット(グロメット加工)
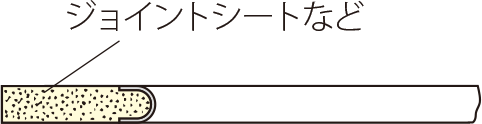
- 特長1
- ジョイントシートなどのシートガスケットの内径側の切り口に金属薄板を被覆(グロメット加工)したもので、浸透漏洩防止効果の他に、エロージョン防止にもなります。
- 特長2
- 耐熱フェルトは使用できません。
- 適用流体
-
水、海水、熱水、水蒸気、原油、アルコール、動植物油、熱媒油、一般溶剤、弱酸、弱アルカリ、空気、窒素ガス、不活性ガス、排ガス、など
- 不適な流体
- 用途
- 製作寸法
- 任意の形状に製作いたします。外径が3000㎜程度まで制作できますが、中芯材の寸法によります。
- 種類
- 備考
- ご使用に際しては、原則としてガスケットペースト(シールペーストまたはNo.6M)を併用してください。また、フランジ表面の仕上げ粗さは、Raにて1.6aを推奨いたします。
■ 使用可能範囲
| 温度(℃) |
圧力(MPa) |
中芯材による
|
中芯材による |
■ 設計基準
No.N520-Cは中芯材料の m、y 値および推奨締付面圧が適用されます。
推奨締付面圧は流体圧力は考慮せず、一般的な条件で必要な締付面圧であり、ガスケットの接触面積についての面圧です。
ガスシールの場合の推奨締付面圧は、ガスケットペーストの塗布がない場合を示します。
■ ガスケット用金属材料の最高使用温度(参考)
■ガスケット用金属材料の最高使用温度(参考)■
| 材質名 |
最高使用 温度(℃) |
| 鉛 |
100 |
| 黄銅 |
260 |
| アルミニウム |
260 |
| 銅 |
400 |
| SUS304 |
427 |
| SUS316 |
816 |
| 純鉄 |
538 |
| 低炭素鋼 |
538 |
| チタン |
1,093 |
| 材質名 |
最高使用 温度(℃) |
| 5Cr-0.5Mo鋼 |
621 |
| SUS410 |
649 |
| 銀 |
649 |
| ニッケル |
760 |
| モネルメタル |
816 |
| SUS321 |
816 |
| SUS347 |
816 |
| インコネル |
1,093 |
| ハステロイ |
1,093 |
備考 最高使用温度は、一定温度の空気をもとにしたものであり、流体・圧力・使用方法により大きく変動します。
■ ご注文に際して
■ FAQ
Q. シートガスケットなどで締め付け隙間で管理をしたいのですが、どのようにすればいいでしょうか?
A. 隙間による管理は誤差が生じ易く正確な面圧が得られません。片締めの対策には有効ですので、トルク管理と併用してご活用ください。
Q. JPI、ASME/ANSI規格フランジのガスケット寸法の違いについて教えてください
A. JPIは基本的にはASME/ANSIからの引用ですので、元数値のミリ換算時の丸め誤差で多少寸法が異なることはあります。実使用上は、どちらの寸法でも同等のガスケット機能を果たすと認識します。
Q. プラント運転中は問題なくても、停止、再運転時に漏れが発生することがあるのはなぜですか?
A. 温度変化によりフランジ、ボルト、配管などの伸び縮みが起こります。その結果、温度低下時(再運転初期の低温時を含む)にはガスケット部分に締付力低下の傾向が多く見られ、緩みによる漏れとなります。よって一般的には、初回熱付加後の再運転前に増し締め(締めなおし)をしていただくようお勧めしています。
Q. 漏れ発生時の増し締めは有効ですか?
A. 有効です。漏れ時の増し締めは内圧を抜いてから増し締めを実施していただくようお願いいたします。ただし、ジョイントシートの場合では温度による硬化があり破損する可能性があるなど、製品別に注意すべき点もございます。
Q. どのガスケットを選定すれば良いのかわからないので、選定してもらえないですか?
A. ご使用条件と併せてお問合せいただければ、当社技術担当が選定し、適切な製品を推奨させていただきます。
■ バルカーハンドブック技術編
■ バルカーハンドブック寸法編