| SW(標準肉厚) |
TW(薄肉) |
LW(極薄肉) |
呼称
サイズ |
収縮前内径
(最小値) |
収縮後内径
(最大値) |
収縮後標準肉厚 公差 |
呼称
サイズ |
収縮前内径
(最小値) |
収縮後内径
(最大値) |
収縮後標準肉厚 公差 |
呼称
サイズ |
収縮前
内径
(最小値) |
収縮後
内径
(最大値) |
収縮後標準肉厚 公差 |
| 30 |
0.86 |
0.38 |
0.23±.05 |
30 |
0.86 |
0.38 |
0.23±.05 |
30 |
0.86 |
0.38 |
0.15±.05 |
| 28 |
0.96 |
0.46 |
0.23±.05 |
28 |
0.96 |
0.46 |
0.23±.05 |
28 |
0.96 |
0.46 |
0.15±.05 |
| 26 |
1.17 |
0.56 |
0.25±.05 |
26 |
1.17 |
0.56 |
0.25±.05 |
26 |
1.17 |
0.56 |
0.15±.05 |
| 24 |
1.27 |
0.69 |
0.3±.05 |
24 |
1.27 |
0.69 |
0.25±.05 |
24 |
1.27 |
0.64 |
0.15±.05 |
| 22 |
1.4 |
0.81 |
0.3±.05 |
22 |
1.4 |
0.81 |
0.3±.08 |
22 |
1.4 |
0.79 |
0.15±.05 |
| 20 |
1.52 |
0.99 |
0.41±.08 |
20 |
1.52 |
0.99 |
0.3±.08 |
20 |
1.52 |
0.97 |
0.15±.05 |
| 19 |
1.65 |
1.09 |
0.41±.08 |
19 |
1.65 |
1.09 |
0.3±.08 |
19 |
1.65 |
1.09 |
0.15±.05 |
| 18 |
1.93 |
1.24 |
0.41±.08 |
18 |
1.93 |
1.24 |
0.3±.08 |
18 |
1.93 |
1.17 |
0.15±.05 |
| 17 |
2.16 |
1.37 |
0.41±.08 |
17 |
2.16 |
1.37 |
0.3±.08 |
17 |
2.16 |
1.37 |
0.15±.05 |
| 16 |
2.36 |
1.55 |
0.41±.08 |
16 |
2.36 |
1.55 |
0.3±.08 |
16 |
2.36 |
1.45 |
0.15±.05 |
| 15 |
2.79 |
1.7 |
0.41±.08 |
15 |
2.79 |
1.7 |
0.3±.08 |
15 |
2.79 |
1.6 |
0.15±.05 |
| 14 |
3.05 |
1.83 |
0.41±.08 |
14 |
3.05 |
1.83 |
0.3±.08 |
14 |
3.05 |
1.83 |
0.2±.05 |
| 13 |
3.56 |
2.03 |
0.41±.08 |
13 |
3.56 |
2.03 |
0.3±.08 |
13 |
3.56 |
2.03 |
0.2±.05 |
| 12 |
3.81 |
2.26 |
0.41±.08 |
12 |
3.81 |
2.26 |
0.3±.08 |
12 |
3.81 |
2.26 |
0.2±.05 |
| 11 |
4.32 |
2.57 |
0.41±.08 |
11 |
4.32 |
2.57 |
0.3±.08 |
11 |
4.32 |
2.51 |
0.2±.05 |
| 10 |
4.85 |
2.84 |
0.41±.08 |
10 |
4.85 |
2.84 |
0.3±.08 |
10 |
4.85 |
2.79 |
0.2±.05 |
| 9 |
5.21 |
3.15 |
0.51±.10 |
9 |
5.21 |
3.15 |
0.38±.10 |
9 |
5.21 |
3.1 |
0.2±.05 |
| 8 |
6.1 |
3.58 |
0.51±.10 |
8 |
6.1 |
3.58 |
0.38±.10 |
8 |
6.1 |
3.53 |
0.2±.05 |
| 7 |
6.86 |
4.01 |
0.51±.10 |
7 |
6.86 |
4.01 |
0.38±.10 |
7 |
6.86 |
3.91 |
0.2±.05 |
| 6 |
7.67 |
4.52 |
0.51±.10 |
6 |
7.67 |
4.52 |
0.38±.10 |
6 |
7.67 |
4.37 |
0.25±.08 |
| 5 |
8.13 |
5.03 |
0.51±.10 |
5 |
8.13 |
5.03 |
0.38±.10 |
5 |
8.13 |
4.88 |
0.25±.08 |
| 4 |
9.4 |
5.69 |
0.51±.10 |
4 |
9.4 |
5.69 |
0.38±.10 |
4 |
9.4 |
5.44 |
0.25±.08 |
| 3 |
9.91 |
6.32 |
0.51±.10 |
3 |
9.91 |
6.32 |
0.38±.10 |
3 |
9.91 |
6.12 |
0.25±.08 |
| 2 |
10.92 |
7.06 |
0.51±.10 |
2 |
10.92 |
7.06 |
0.38±.10 |
2 |
10.92 |
6.86 |
0.25±.08 |
| 1 |
11.43 |
7.9 |
0.51±.10 |
1 |
11.43 |
7.9 |
0.38±.10 |
1 |
11.43 |
7.65 |
0.25±.08 |
| 0 |
11.94 |
8.81 |
0.51±.10 |
0 |
11.94 |
8.81 |
0.38±.10 |
0 |
11.94 |
8.81 |
0.3±.08 |
適合規格:AMS-DTL-23053/12
梱包:詳細については「技術資料」をご参照ください。
特にご指定の無い限り、色は自然色になります。ご希望の場合はPantone色もしくはZEUS標準色の中からご指定いただけます。
適合規格:AMS-STL-23053/12,ULファイル# E64007/CSAファイル# 082582
1. 収縮加工を始める前に、作業場所の十分な換気が行われていることを確認してください。
注意:作業時に発生する分解ガスによって吐き気やめまいを感じることがあります。
2. 被覆対象物が熱収縮温度に対して耐えうることを確認してください。(図表参照)
3. 被覆物に熱を取られる場合があります。(特に被覆物が金属製の場合)。その際は、加工前に被覆物を予熱することをお奨めします。
4. 収縮加工によって、チューブが少なくとも20%は収縮します。径方向への収縮が極端に制限されると、チューブの縦の長さが変わり、亀裂が生じる傾向が強くなります。収縮加工の際は、最低限20%は収縮させてください。径方向の収縮が制限されますと、長さ方向への変化を引き起こし、亀裂等の加工欠の要因となります。
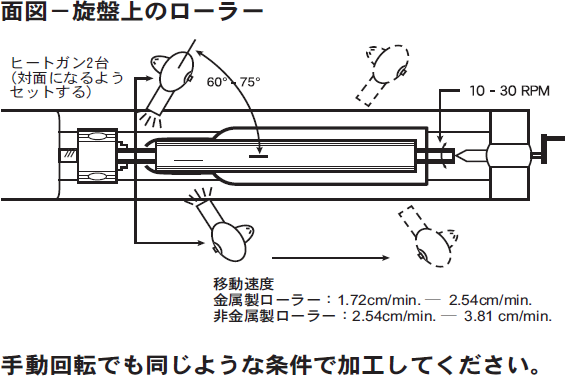
5. オーブン(電気炉)は、チューブ全体を均等に加熱し、またチューブの劣化や亀裂を引き起こす加熱のリスクが少ないことから、収縮加工に最も適しています。ヒートガンを使用する場合は、正しい加工方法を説明した上記の平面図を参照し、チューブ全体が均等に収縮するよう作業を行ってください。
6. 収縮温度について下記表をご参照ください。
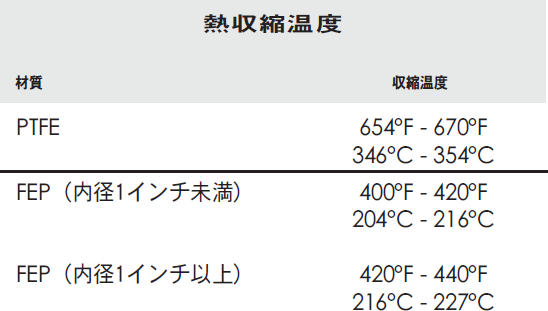
本Webサイトに記載の熱収縮温度は、あくまで参考値です。実際の熱収縮温度は、熱収縮チューブの仕様や寸法、加工方法およびその他の条件によって左右されます。詳細につきましては、当社技術担当者までお問い合せ下さい。




