

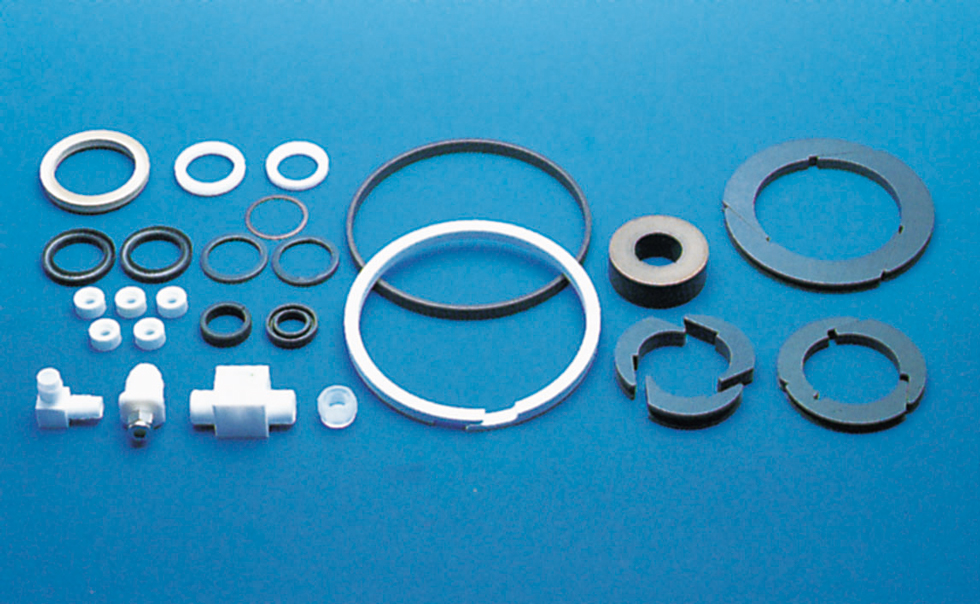
カスタムメイド品(加工品・成形品)
- バルカー製品番号
- 7160
(ENPLA) - 製品名
- エンジニアリングプラスチック成形加工品
- 製品特徴
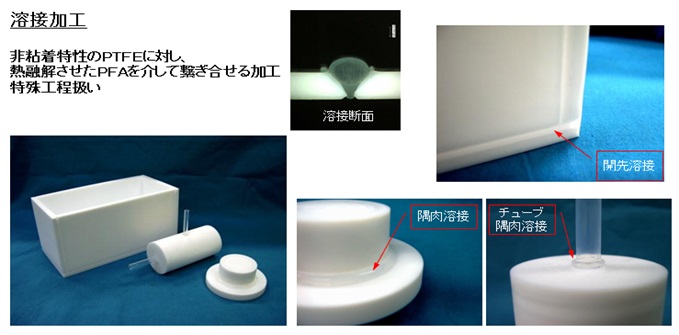
- No.7160:ふっ素樹脂を高度な技術にて切削、クセ付け加工、もしくは溶接加工した製品です。
(ENPLA):各種スーパーエンジニアリングプラスチックを高度な技術で切削加工した製品です。
■ 材質
■ 寸法公差
■ 表面粗さ
■ 溶接
■ FAQ


PTFE加工品
一般部品の加工は、成形素材を通常の工作機械により機械加工する。
また塑性加工した 加工品もある。 PTFEの機械加工においては、PTFEの性質を理解したうえで行う必要がある。
以下に 機械加工時、考慮すべき項目を示す。
①熱伝導率が小さい。
②熱膨脹率が大きい。
③19℃~23℃の範囲で、大きな体積変化をもたらす室温転移点がある。
④弾力性がある。
⑤残留歪みが存在する場合がある。
参考としてPTFEの削り加工公差(JIS K6884)を示す。
測定条件:測定は25±2℃の雰囲気中で、4時間以上静置した後、その温度にて行う。
| 呼び寸法の区分 | 許容差 | ||
| 1級 | 2級 | ||
| 1以上 | 16以下 | ±0.1 | ±0.3 |
| 16をこえ | 40以下 | ±0.2 | ±0.6 |
| 40をこえ | 63以下 | ±0.3 | ±0.8 |
| 63をこえ | 100以下 | ±0.4 | ±1.0 |
| 100をこえ | 160以下 | ±0.5 | ±1.2 |
| 160をこえ | 250以下 | ±0.6 | ±1.4 |
| 250をこえ | 400以下 | ±0.7 | ±1.7 |
| 400をこえ | 630以下 | ±1.0 | ±2.0 |
| 630をこえ | 1000以下 | ±1.5 | ±2.5 |
| 記号 | 意味・適用例 | 最大高さ目安 Rmax |
加工可否 | |
| ~ | 成形面、未加工 | 特に指定なし | ○ | |
| ▽ | 一皮剥く、粗仕上げ面 | 50~100s | ○ | |
| ▽▽ | 中級(ふつう)の仕上げ面 | 12,5~25s | ○ | |
| ▽▽▽ | 上級の仕上げ面 | 1.6~6.3s | 丸棒、スリーブ ○ |
シート × |
| ▽▽▽▽ | 鏡面状態の仕上げ面 | 0.05s~0.8s | × | |
A. ご使用条件を確認させて頂き、個別に対応いたします。お問い合わせ下さい。
(C) 2024 VALQUA, LTD. All rights reserved.