


(e) ふっ素樹脂ライニング材の特性
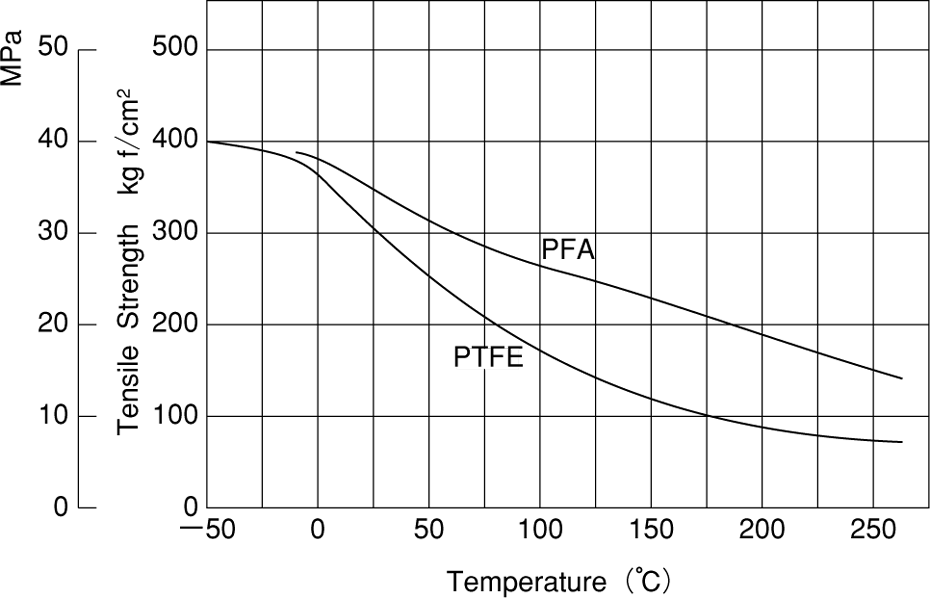
(イ)機械的特性
<技・製> 図2.2.1 PTFE・PFA Tensile Strength
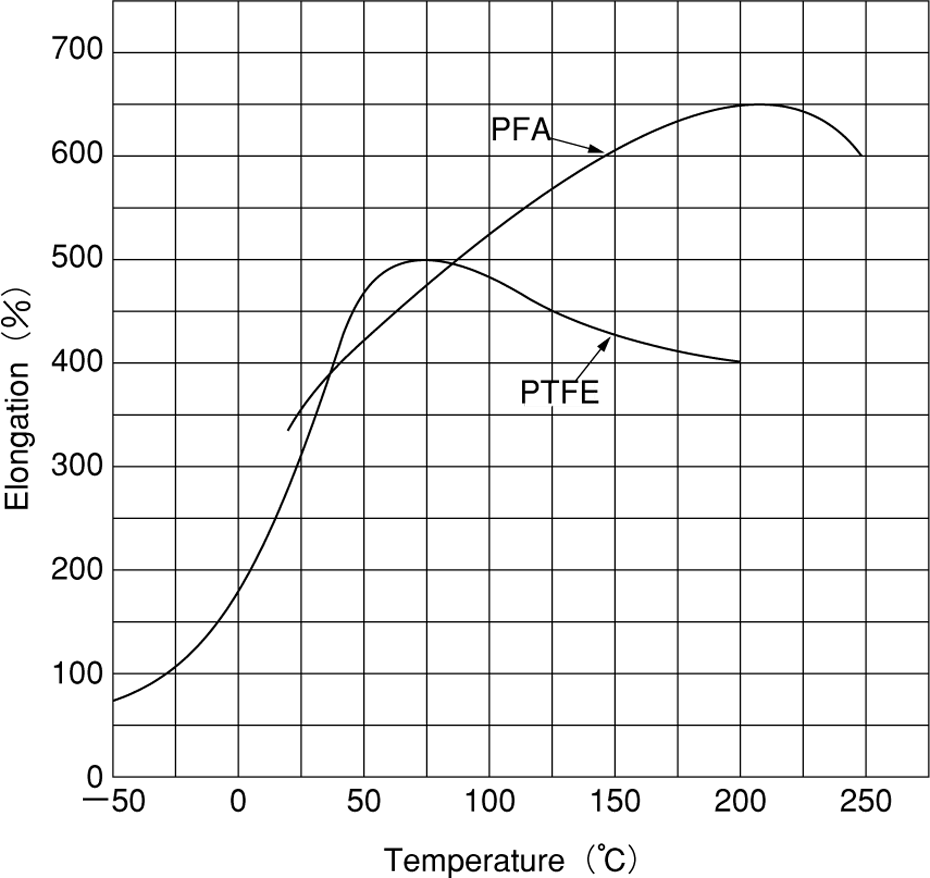
<技・製>図2.2.2 PTFE・PFA Elongation
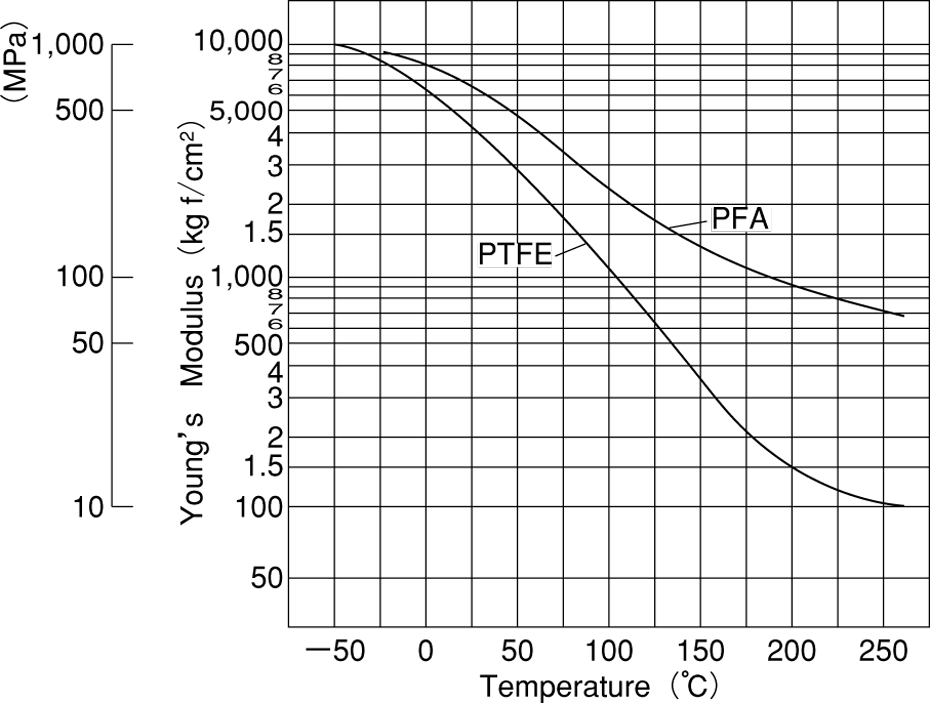
<技・製>図 2.2.3 PTFE・PFA Young's Modulus
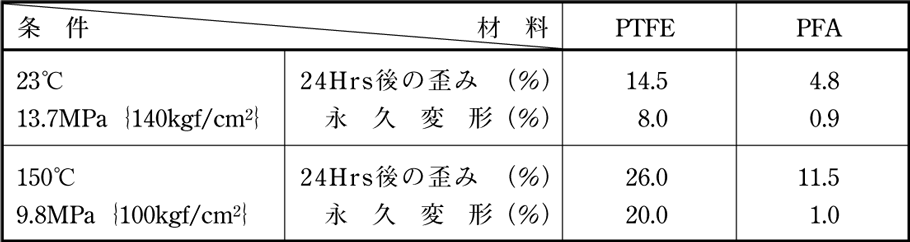
<技・製> 表2.2.1 PTFE・PFA 圧縮クリープ特性
<技・製> 表2.2.2 PTFE・PFA 曲げ寿命特性
| 材 質 | 破壊に至るまでのサイクル数 |
| PTFE | >500 万 回 |
| PFA(350) | 50~100 〃 |
| PFA(340) | 5~10 〃 |
| FEP(160) | 10~20 〃 |
テスト方法
MIT法
試料寸法 0.25t×12.7W(mm)
温 度 23℃
荷 重 12.3N{1.25kgf}
折り曲げ角度 ±135°
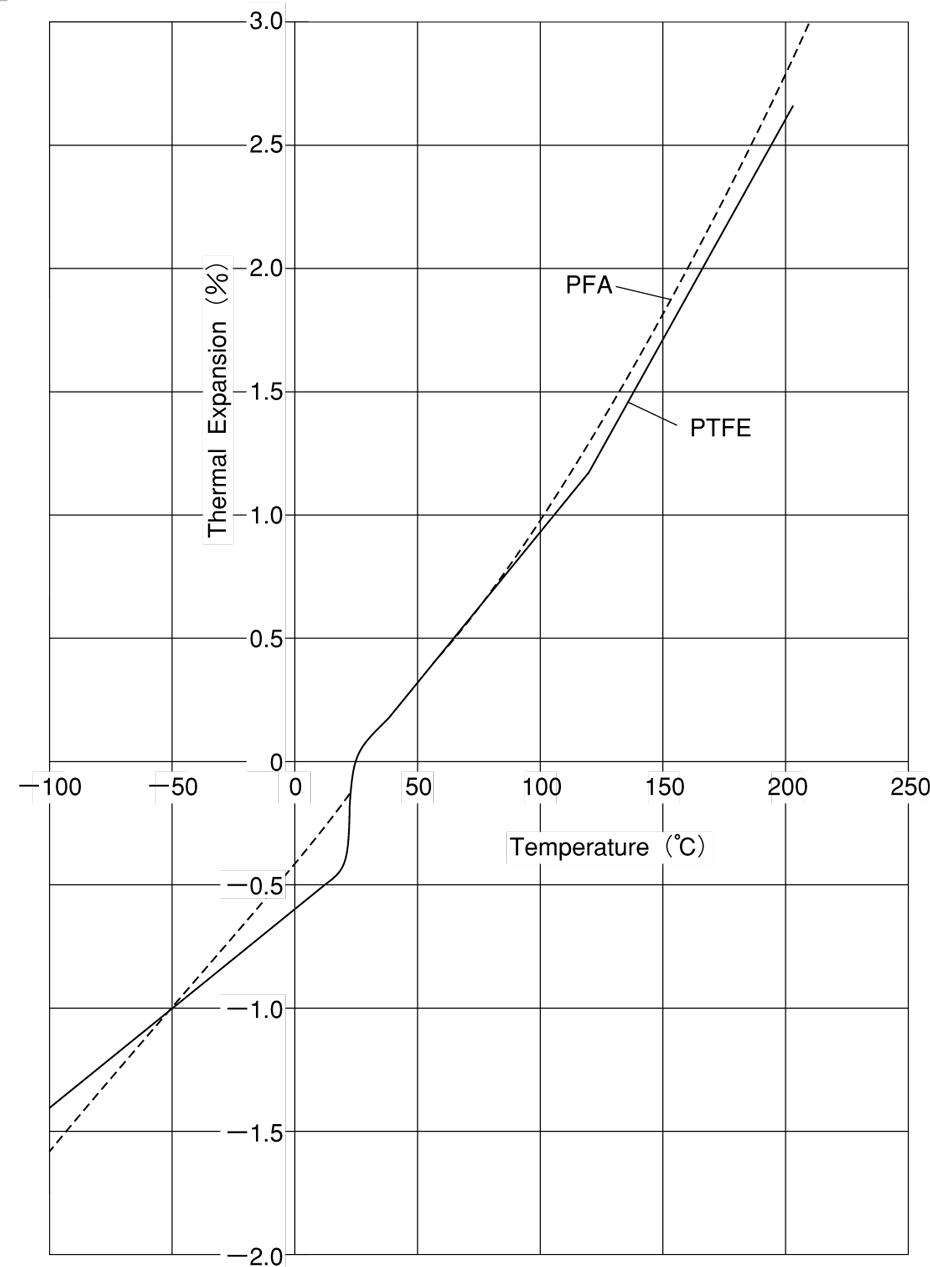
<技・製> 図2.2.4 PTFE・Thermal Expansion
<技・製> 表2.2.3 ライニングシートの物性(PTFE)
| 項 目 | 融点 (℃) |
比重 | 引張り強さ MPa{kgf/cm2 |
伸び (%) |
引張り弾性率 MPa{kgf/cm2} |
降伏点強度 MPa{kgf/cm2} |
破電値 kV/0.1mm |
| 物性値 | 327 | 2.18 | 32 {330} | 410 | 430 {4400} | 15 {150} | 11 |
(ロ)透過性
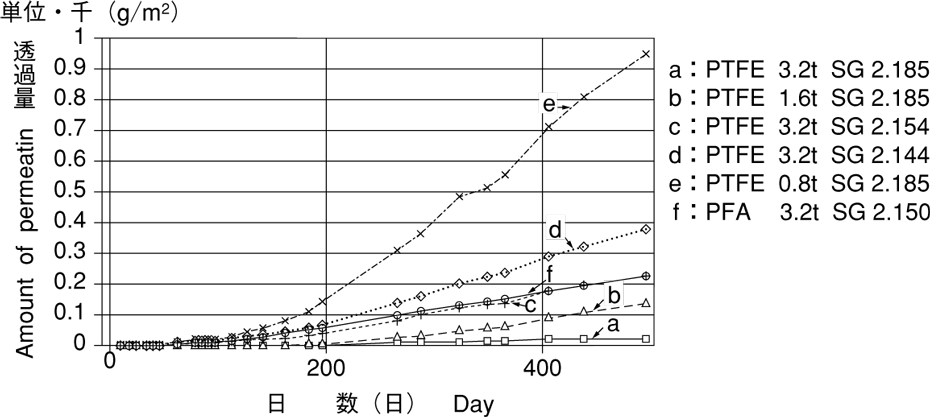
<技・製> 図2.2.5 PTFE・PFA シートの透過性 35% HCl at 70℃ 大気圧
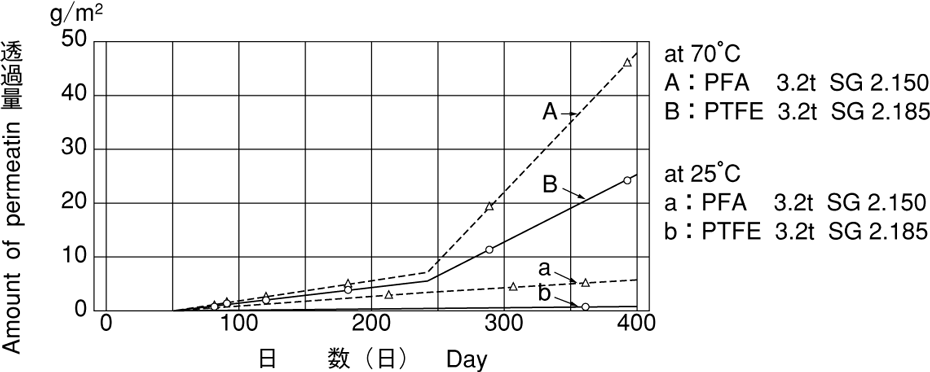
<技・製> 図2.2.6 PFA・PTFEシートの透過性70% HNO3 at 70℃/25℃ 大気圧
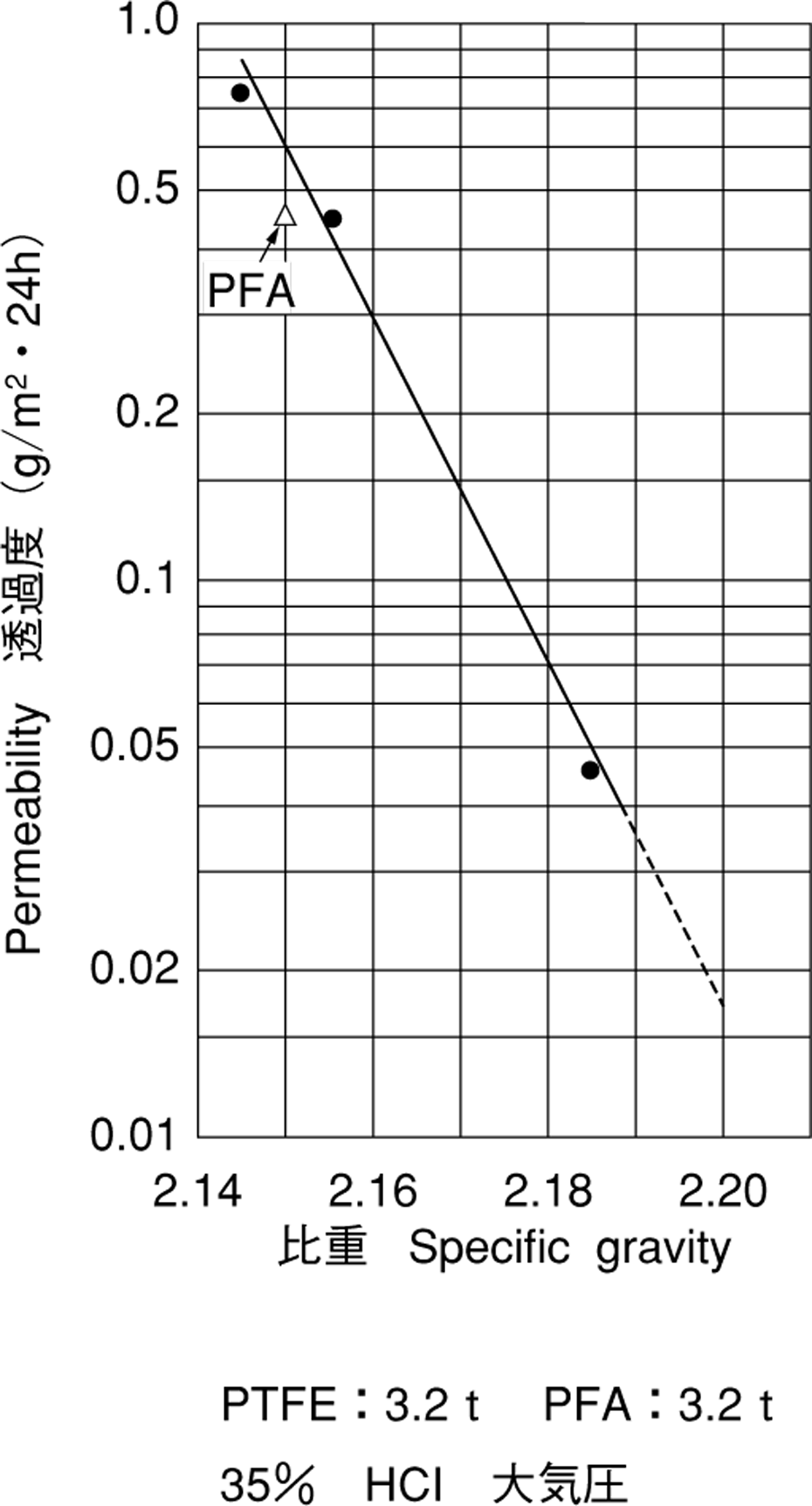
<技・製> 図2.2.7 比重と透過度(70℃)
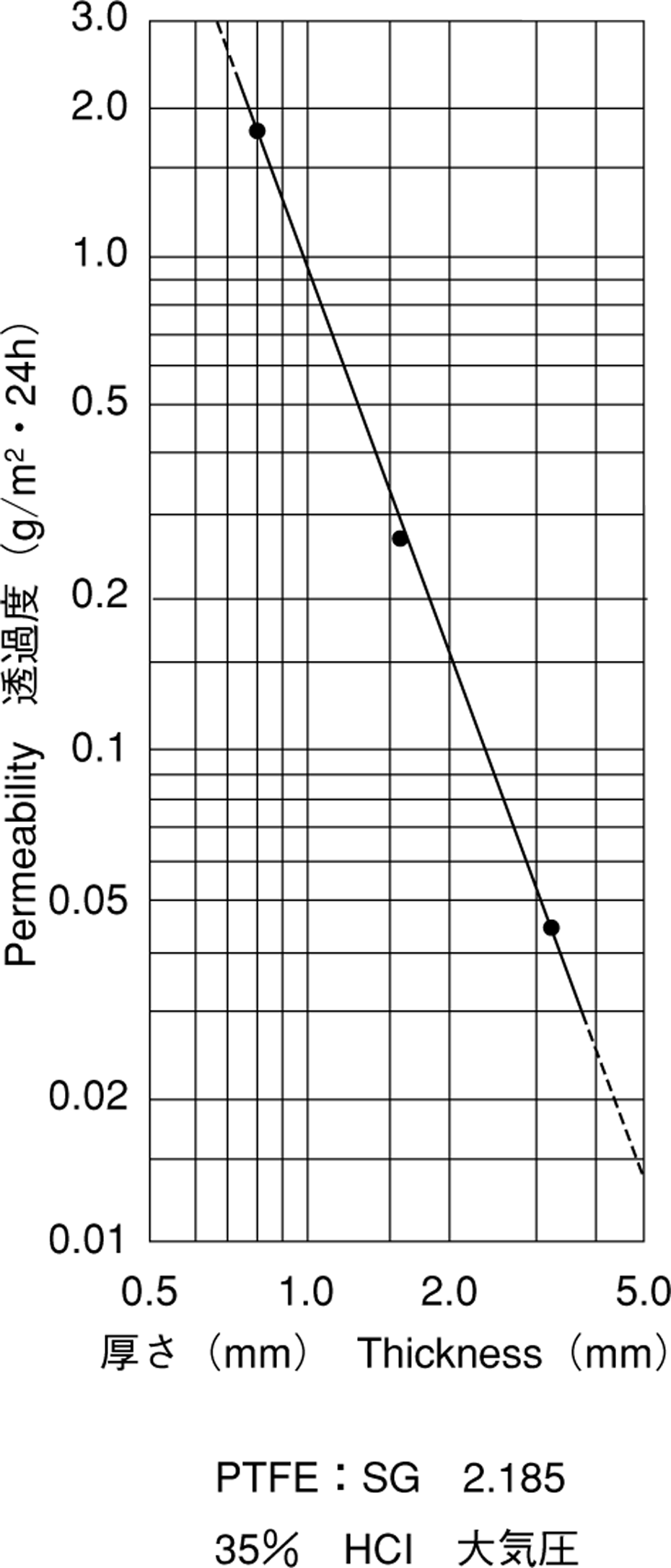
<技・製> 図2.2.8 厚さと透過度( 70℃)
(ハ) 溶接特性
バルフロンふっ素樹脂ライニング容器のシート相互やノズルの取り付けに使用している溶接特性を以下に示す。
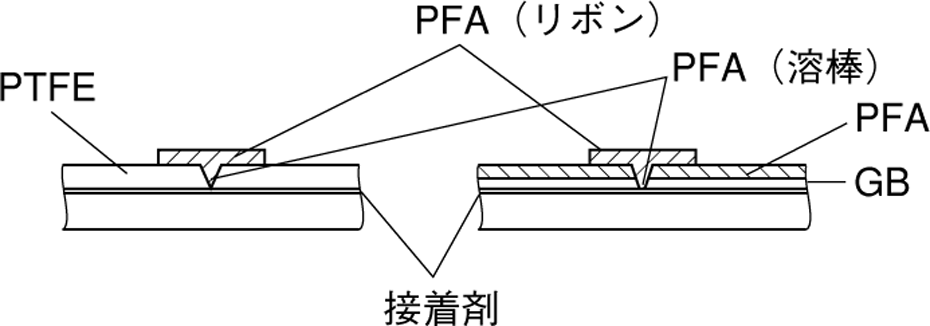
溶接は一般的には、シート相互の継ぎ部の開先をとり、PTFEシートの場合はPFAディスパージョンを焼付け、PFA溶棒とPFAリボンの溶接を行う。
PFAシートはPFA溶棒とPFAリボンにて溶接する。溶接機は熱風溶接機を用い、手動タイプ と自動タイプがある。溶接部の構造を図2.2.9に示す。
<技・製> 図2.2.9 溶接部構造
*溶接特性
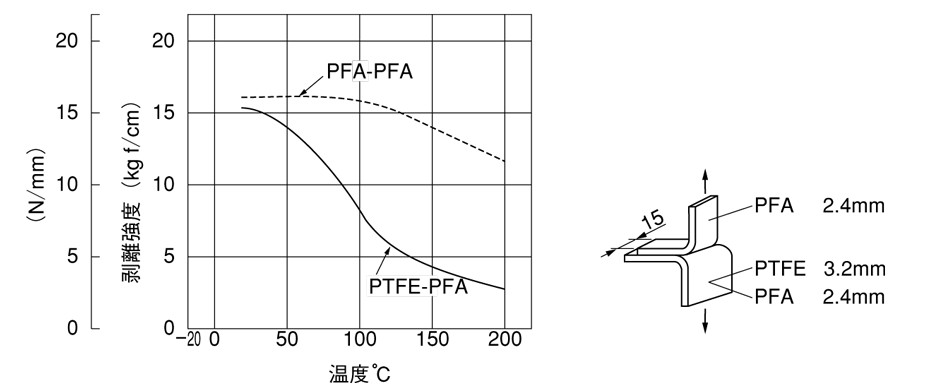
PTFE・PFAの溶接強度を図2.2.10剥離強度、図2.2.11剪断強度に示す。
<技・製> 図2.2.10 溶接特性(剥離強度)
<技・製>図2.2.11 溶接特性(剪断強度)
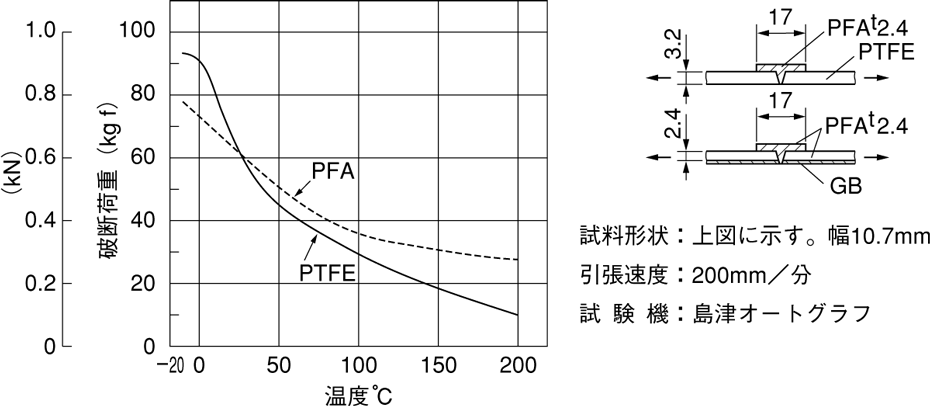
図2.2.10、図2.2.11に示すように、同種材のPFA-PFAが、PTFE-PFAより高温ですぐれた溶接強度を示す。このため、PTFE-PFAは使用温度を120℃までとしている。
これより、使用温度の高い場合は、PTFE-PFAの熱プレスによる融着またはPFA材を選択している。
