


2.2.2 バルフロンタンク部品
ライニング吹込管および滴下管(No.7043)
バルフロンライニング吹込管および滴下管は化学工場その他の反応釜、オートクレーブ、撹伴槽、酸洗い装置等、蒸気、ガス、薬液等の吹き込み、吸い込みおよび滴下に使用される。
(1) 種類および使用区分
<技・製> 表2.2.4
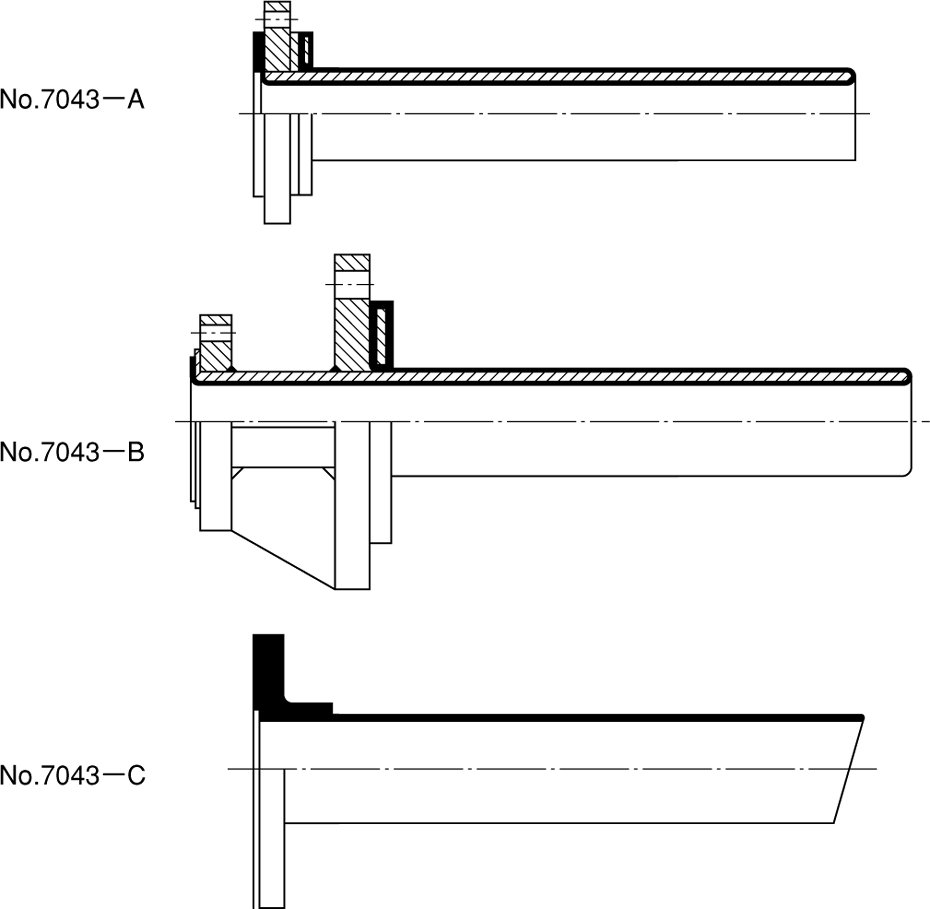
| バルカーNo. | 製 品 技 術 | 形式記号 | 使 用 区 分 |
| 7043-A | バルフロンライニング一段 フランジ形吹込管 |
A1 | 吹込管に振動や曲げ応力が少ない場合 |
| A2 | |||
| 7043-B | バルフロンライニング二段 フランジ形吹込管 |
B1 | 吹込管にある程度の振動や曲げ応力が生じる場合 |
| B2 | |||
| 7043-C | バルフロンホース滴下管 | C1 | 液面より上から主として薬液 などを滴下する場合 |
| C2 | |||
| - | 分散吹込管 | - | 軸直角方向に細孔をあけ分散する場合 |
(2) 特性
(a) PTFEのすぐれた特性をそなえている。特に吹込管は粘性液体の攪拌強度に耐えられる性能がある。
(b) 吹込管と滴下管の最高使用温度は150℃とする。
(c) 吹込管の真空仕様については、使用温度に応じて厚肉タイプとバランスタイプの2種類がある。
(3) 吹込管の選定基準(真空用の場合)
<技・製> 表2.2.5
| 形式 | 選定基準 |
| 標準品 |
|
|
|
|
|
| 厚肉タイプ(1) (標準外品) |
|
|
|
| バランスタイプ(2) (標準外品) |
|
|
注(1) 真空タイプはPTFEライナを肉厚にし、端末部のライナは融着継ぎになる。
(2)バランスタイプは高温一高真空用であり、標準品さらに厚肉タイプでは使用に耐えない場合に推奨する。
(4) 設計に際しての注意
(a)使用条件の明確化(特に温度、圧力、流体)。
(b)先端が液面下にあるときや攪拌があるとき、および液の吸い上げに使用する場合は、滴下管の使用は避け、吹込管を使用する。
(c)ベンド形吹込管の場合は、ノズルから挿入できるか否か検討のうえ設計する。
(d)真空用でバランスタイプを使用する場合には、真空吸引装置を用意する必要がある。
(e)適用法規の有無の確認。特に適用法規がある場合は、明確に記載すること。
(5) 特殊吹込管
(a) ベント形吹込管
No.7043-AおよびBをベンド管に使用する場合も、構造および寸法は標準品とかわらない。
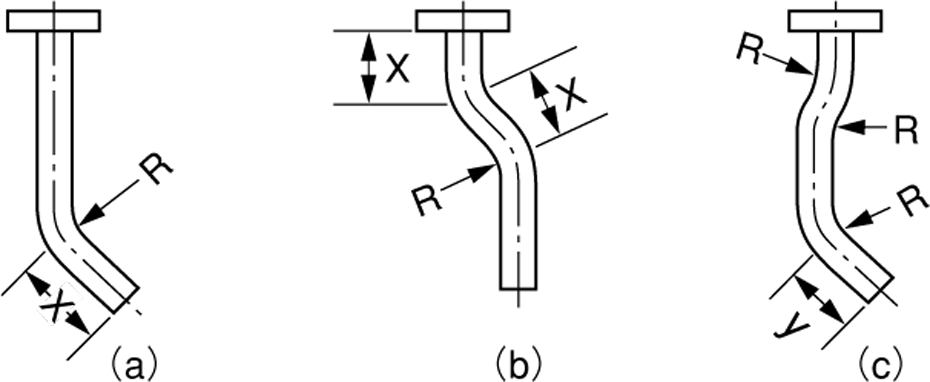
(b) 吹込管の標準曲げ半径
<技・製> 表2.2.6
| 単位:mm | ||||||
| 呼び径 | 15 | 20 | 25 | 40 | 50 | 65 |
| 標準曲げ半径(R) | 100 | 150 | 200 | 300 | 400 | 500 |
(c) 加工上の注意
(イ)製作範囲は呼び径15~65までとする。
(ロ)肘長はXは曲げ角度、呼び径によって制約されるため、別途問い合わせのこと。
(ハ) 曲げ角度は最大90°まで加工できる。
(6)装着上および使用上の注意
(a)ガスケット面に装着されている保護板およびバルフロン部に巻かれてある保護テープは、使用直前まで取り外さないこと。
(b)他製品(たとえばガラスライニング鋼管)との接続には、必ずガスケット(No.N7030,No.N7035)を使用すること。
(c)ボルトの締め付けには、片締めにならぬよう適切なトルクで締め付けること。
2.2.3 バルフロン単体容器
半導体や液晶のウェハー・基板の処理(エッチング・洗浄等)は、
〈特長〉
