


バルフロンシートガスケット
耐薬品性、非粘着性に優れたバルフロン(PTFE)製シートガスケットです。
(バルフロンとは、当社のふっ素樹脂製品の登録商標です。)
- バルカー製品番号
- 7020
- 製品名
- バルカロンガスケット
- 特長1
- PTFEの弱点であるコールドフロー(クリープ現象)を改善するため、無機質の充填材を配合したガスケットです。
- 特長2
- 耐熱・耐薬品・耐コールドフロー性を兼ね備えており、各種化学薬品(高濃度の熱硫酸・熱硝酸など)を取り扱うラインのガスケットとして最適です。
- 特長3
- 水酸化ナトリウムなどの高濃度のアルカリ、ふっ酸、重合性モノマーなどに対して不適である。
- 適用流体
- 水、海水、熱水、水蒸気、原油、アルコール、動植物油、熱媒油、一般溶剤、弱酸、弱アルカリ、空気、窒素ガス、不活性ガス、排ガス、可燃性ガス、毒性ガス、酸素、極低温流体、など
- 不適な流体
- 水酸化ナトリウムなどの高濃度のアルカリ、ふっ酸、重合性モノマーなど
- 用途
- 各種工場、発電所、製油所、製鉄所、船舶などにおける管フランジ、弁ボンネット、塔・槽、釜、圧力容器・熱交換器などのカバーフランジ、ノズルなどの接続部
- 主成分
- PTFE、シリカ
- 色調
- ベージュ
■ 使用可能範囲
| 温度(℃) | 圧力(MPa) |
|---|---|
| -200〜200 | 4.0 |
温度と圧力は、それぞれ個別の使用限界を表しています。
■ 製作寸法
| 呼び厚さ(mm) | 大きさ(mm) |
|---|---|
| 1.0 | 1270×1270 |
| 1.5 | 1270×1270 |
| 2.0 | 1500×1500 |
| 3.0 | 1500×1500 |
■ 設計基準
| 厚さ(mm) | ガスケット係数”m” | 最小設計締付圧力"y" (N/mm2) |
推奨締付面圧 (MPa)液体 |
推奨締付面圧 (MPa)ガス |
|---|---|---|---|---|
| 1.0 | 3.5 | 24.5 | 20.0 | 24.5 |
| 1.5 | 3.2 | 22.5 | 20.0 | 24.5 |
| 2.0 | 3.0 | 19.6 | 20.0 | 24.5 |
| 3.0 | 2.5 | 19.6 | 20.0 | 24.5 |
推奨締付面圧は流体圧力は考慮せず、一般的な条件で必要な締付面圧であり、ガスケットの接触面積についての面圧です。
バルフロン製ガスケットのm,y 値は、JIS B 2206に定めるふっ素樹脂製ガスケットと同じです。
■ バルフロンガスケットの物性値
■ バルフロンガスケットの物性値 ■
| 項 目 | 7020 | 7026 | 7010-EX | 7010 | 7GP66 | 備 考 | ||||||
| 厚さ(mm) | 1.5 | 3.0 | 1.5 | 3.0 | 1.5 | 3.0 | 1.5 | 3.0 | 1.5 | 3.0 | - | |
| 引張強さ(MPa) | 15.6 | 15.8 | 24.2 | 23.2 | 26.4 | 24.2 | 30.2 | 27.3 | 24 | 18.4 | JIS R 3453 | |
| 圧縮率(34.3MPa)(%) | 4 | 5 | 4 | 5 | 20 | 12 | 19 | 12 | 69 | 71 | ||
| 復元率(34.3MPa)(%) | 69 | 54 | 67 | 63 | 63 | 48 | 51 | 64 | 15 | 16 | ||
| 密度(kg/m3) | 2330 | 2300 | 2070 | 2070 | 2210 | 2200 | 2170 | 2180 | 620 | 670 | - | |
| 応力緩和率 (20.6MPa)(%) |
100℃×22h | 37.2 | 55 | 42.8 | 60.8 | 63.7 | 79.6 | 75.9 | 88.4 | 51.9 | 68.3 | JIS R 3453 |
| 200℃×22h | 66.7 | 81 | 79.3 | 85.5 | 86 | 90.8 | 92.4 | 97.3 | 59.3 | 75.3 | ||
| シール性(1)(Pa・m3/s)ペーストなし | 1.7×10-4以下 | 1.7×10-4以下 | 1.7×10-4以下 | 1.7×10-4以下 | 2.8×10-4 | - | ||||||
注(1)シール試験条件:JIS10K50A,内圧He1.0MPa,締付面圧25.5MPa,厚さ1.5mm
備考 上記の値は実測値であり、規格値ではありません。
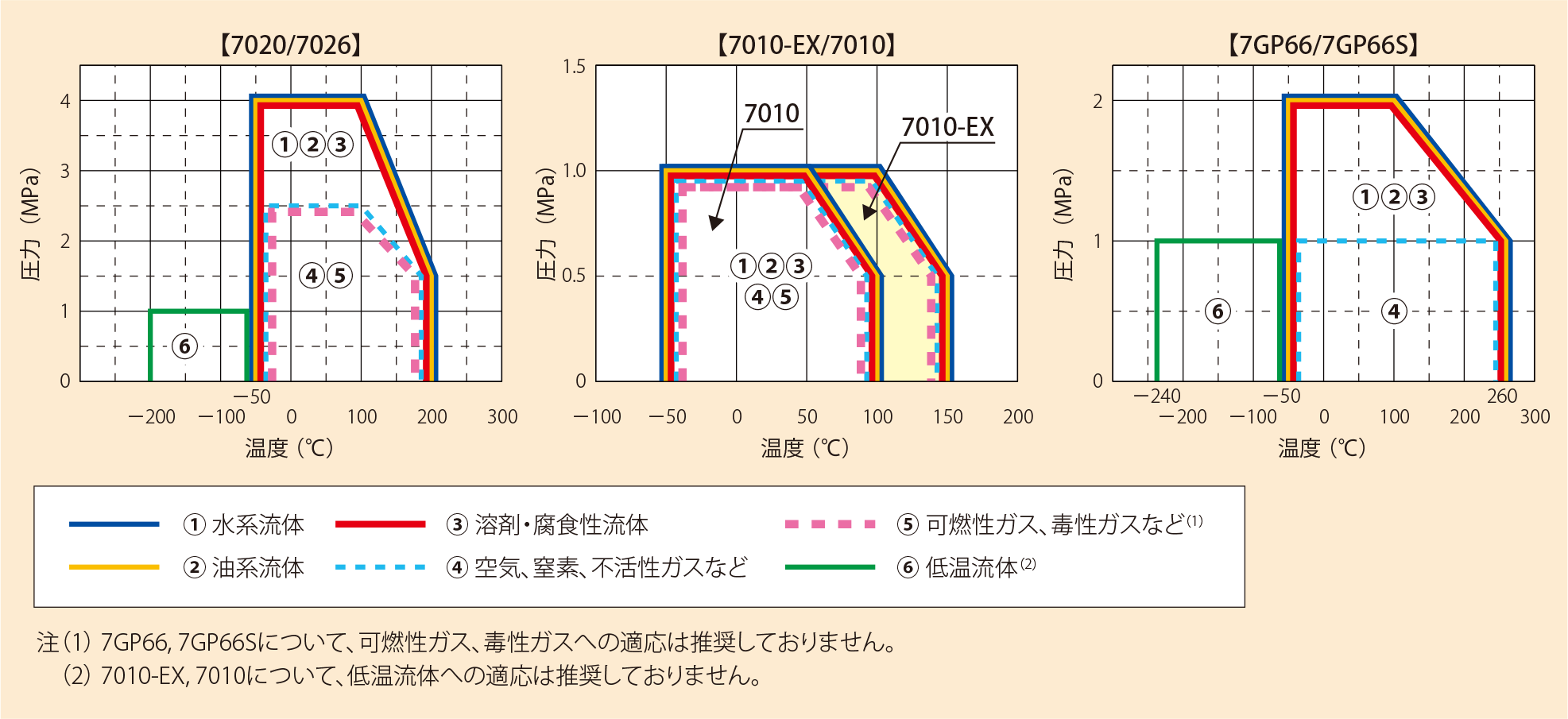
■ 流体別使用可能範囲
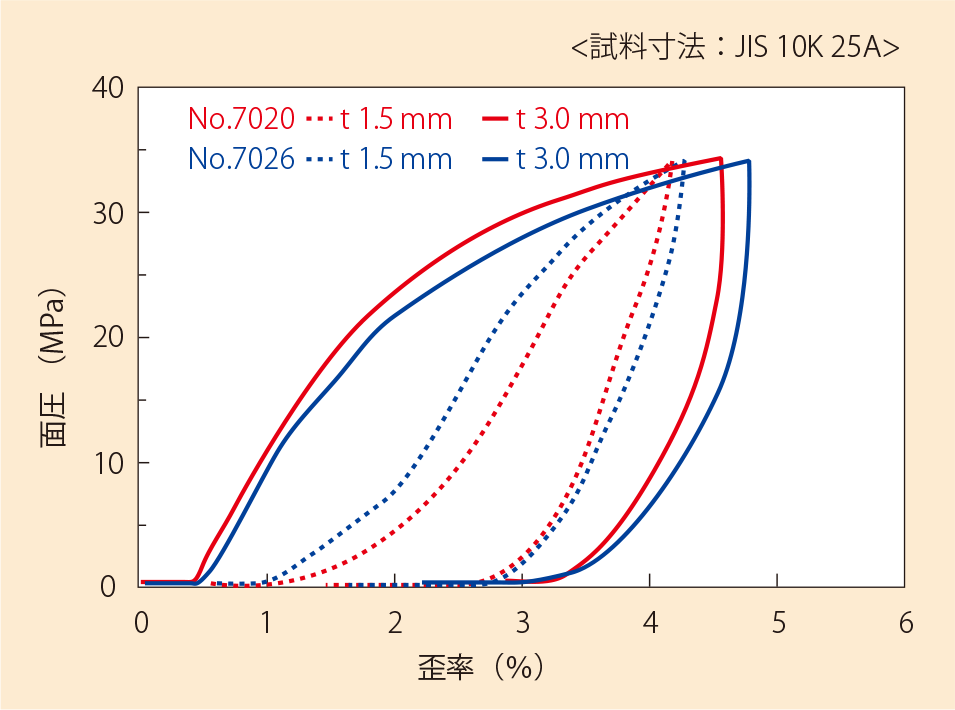
■ バルカロンの圧縮復元特性
■ 設計および使用時の注意事項
■設計および使用時の注意事項■
▼設計時に注意すべき事項
・ガスケットに十分な締付面圧が与えられるだけのボルト本数と太さ、ならびにガスケット寸法を決定し、均一な締付面圧の分布になるようなフランジ構造とボルト配分を考えてください。
・コールドフローを起こしやすい製品です。定期的な増締めを実施するなど、締付管理ができる箇所にご使用ください。なお増締めする場合は、ガスケット自体が熱可塑性のPTFEを主原料としているため、高温時においては不適です。初期加熱後の冷却時に行うようにしてください。また、No.7010は原則として溝形フランジにご使用ください。
・内圧負荷時にフランジがローテーションの起こりにくい構造と材料、寸法としてください。
・継手部に無理な熱応力や繰返し曲げ応力のかかる設計は避けてください。
・フランジ部にドレンやスケールなどのたまらないような配管設計にしてください。
・継手部に振動が伝わらないように配慮してください。
▼装着に先立ち注意すべき事項
・フランジと配管との直角度を高めておいてください。
・相対するフランジの軸差を是正しておいてください。
・フランジの変形の有無を調べておいてください。
・既設装置や配管の継手部でガスケットのみを交換するときは接合面をきれいに掃除し、傷の有無を調べ、もしあれば補修しておいてください。
・フランジ面の錆を落とし、凹部を補修しておいてください。
・装着までの保管時や装着作業時にガスケットを傷めないように注意してください。
・本製品は材料特性上、加工後に寸法変化が生じることがございます。
▼装着時に注意すべき事項
・ガスケットとフランジの間に異物をかみこまないよう清浄な作業現場で装着を行ってください。
・ガスケットペーストを使用する場合には「ニューバルフロンペースト」を使用し、塗布量はできるだけ薄く、均一に塗布してください。また塗布後はゴミ等が付着しやすいので特に取扱いに注意してください。
・フランジボルトは、それぞれ4~5回に分けて徐々に強く締めていき、最後に全体が均等になるように締付けてください。
・締付けの際には圧壊にご注意ください。特に150Lb1B以下の小径、ガスケット幅がせまい場合は、ガスケット面圧が過大になりやすいのでご注意ください。
・ロードアップまたは再スタートの場合には必ず増締めを行ってください。
・一度漏洩したガスケットをそのまま増締めしても漏れがとまらないときは新しいガスケットと交換してください。
▼保管時に注意すべき事項
・直射日光を避け、冷暗所に保管してください。
・保管箇所は高温や多湿、腐食性環境を避け、ほこりのない清浄な場所を選定してください。
・ガスケットを釘などに引っ掛けて吊るすと、破損、永久変形の原因となるため、なるべく缶に入れるかポリエチレン袋に包んで紙箱にしまってください。
・大寸法のガスケットは丸めずに大きめの平板にはさみ水平においてください。
▼ PTFE使用上の注意すべき事項
溶融アルカリ金属、高温のふっ酸、三ふっ化塩素等に侵されるため、使用しないでください。
■ FAQ
Q. 7020、7026にペーストを塗布する際の注意事項は?
A. フランジ座などの面が荒れている際には塗布をしますが、滑りやすくなるため締付力に注意が必要です。塗布する場合は、「ニューバルフロンペースト」を使用し、できるだけ薄く均一に塗布してください。
Q. GF300シリーズや7020、7026(バルフロンシートガスケット)は重合性モノマーには不適となっていますがなぜですか?
A. 重合性モノマーが、ガスケットに浸透し内部で重合することで体積膨張を起こし、ガスケットを破壊する現象(花咲現象)が起こることがあります。重合環境下のモノマー流体に対しては、浸透しにくい、また、浸透・重合しても破壊しにくい、内外輪付うず巻形ガスケットやメタルガスケット等のご使用を推奨します。
Q. 高機能シートガスケットはシートサイズを超える大口径にも対応可能ですか?
A. 接合加工が可能ですので、大口径にも対応できます。
Q. シートガスケットなどで締め付け隙間で管理をしたいのですが、どのようにすればいいでしょうか?
A. 隙間による管理は誤差が生じ易く正確な面圧が得られません。片締めの対策には有効ですので、トルク管理と併用してご活用ください。
Q. JPI、ASME/ANSI規格フランジのガスケット寸法の違いについて教えてください
A. JPIは基本的にはASME/ANSIからの引用ですので、元数値のミリ換算時の丸め誤差で多少寸法が異なることはあります。実使用上は、どちらの寸法でも同等のガスケット機能を果たすと認識します。
Q. プラント運転中は問題なくても、停止、再運転時に漏れが発生することがあるのはなぜですか?
A. 温度変化によりフランジ、ボルト、配管などの伸び縮みが起こります。その結果、温度低下時(再運転初期の低温時を含む)にはガスケット部分に締付力低下の傾向が多く見られ、緩みによる漏れとなります。よって一般的には、初回熱付加後の再運転前に増し締め(締めなおし)をしていただくようお勧めしています。
Q. 漏れ発生時の増し締めは有効ですか?
A. 有効です。漏れ時の増し締めは内圧を抜いてから増し締めを実施していただくようお願いいたします。ただし、ジョイントシートの場合では温度による硬化があり破損する可能性があるなど、製品別に注意すべき点もございます。
Q. どのガスケットを選定すれば良いのかわからないので、選定してもらえないですか?
A. ご使用条件と併せてお問合せいただければ、当社技術担当が選定し、適切な製品を推奨させていただきます。
■ バルカーハンドブック技術編
■ バルカーハンドブック寸法編
