


高機能シートガスケット
ジョイントシートよりもクリープ緩和特性に優れた製品です。PTFEをバインダーに使用したことにより、耐薬品性・耐熱性・取り扱い性・柔軟性も優れています。ゴムを含んでいないため、熱によるゴム材の硬化劣化・経時劣化が生じないので増締めが可能です。また、フランジへの固着のしにくいガスケットです。
- バルカー製品番号
- SF300
- 製品名
- ホワイトハイパー
- 特長1
- GF300の性能に加え、黒色成分を含まないため、白色が好まれるラインなどの幅広い用途に適用可能です。
- 特長2
- クリープ緩和特性と白色を同時に求めるラインに適しています。
- 適用流体
- 水、海水、熱水、水蒸気、原油、アルコール、動植物油、熱媒油、一般溶剤、弱酸、弱アルカリ、空気、窒素ガス、不活性ガス、排ガス、可燃性ガス、酸素、極低温流体、など
- 不適な流体
- 重合性モノマー、強アルカリ、毒性ガス、ふっ化水素酸
- 用途
- 各種工場、発電所、製油所、製鉄所、船舶などにおける管フランジ、弁ボンネット、塔・槽、釜、圧力容器・熱交換器などのカバーフランジ、ノズルなどの接続部
- 主成分
- PTFE、シリカ
- 色調/印刷
- オフホワイト / グリーン
■ 使用可能範囲
| 温度(℃) | 圧力(MPa) |
|---|---|
| -200〜300 | 3.5 |
備考: 温度と圧力区分は、それぞれ個別の使用限界を示しています。
■ 製作寸法
| 厚さ(mm) | 大きさ(mm) |
|---|---|
| 1.5 | 1270×1270 |
| 2.0 | 1500×1500 |
| 3.0 | 1500×1500 |
■ 設計基準
高機能シートの m,y 値は JIS B 8265 附属書 G に定めるジョイントシートの値が適用できます。
| 厚さ(mm) | ガスケット係数”m” | 最小設計締付圧力"y" (N/mm2) |
推奨締付面圧 (MPa)液体 |
推奨締付面圧 (MPa)ガス |
|---|---|---|---|---|
| 1.0 | 3.50 | 44.8 | 25.5 | 35.0 |
| 1.5 | 2.75 | 25.5 | 25.5 | 35.0 |
| 3.0 | 2.00 | 11.0 | 25.5 | 35.0 |
推奨締付面圧は流体圧力は考慮せず、一般的な条件で必要な締付面圧であり、ガスケットの接触面積についての面圧です。
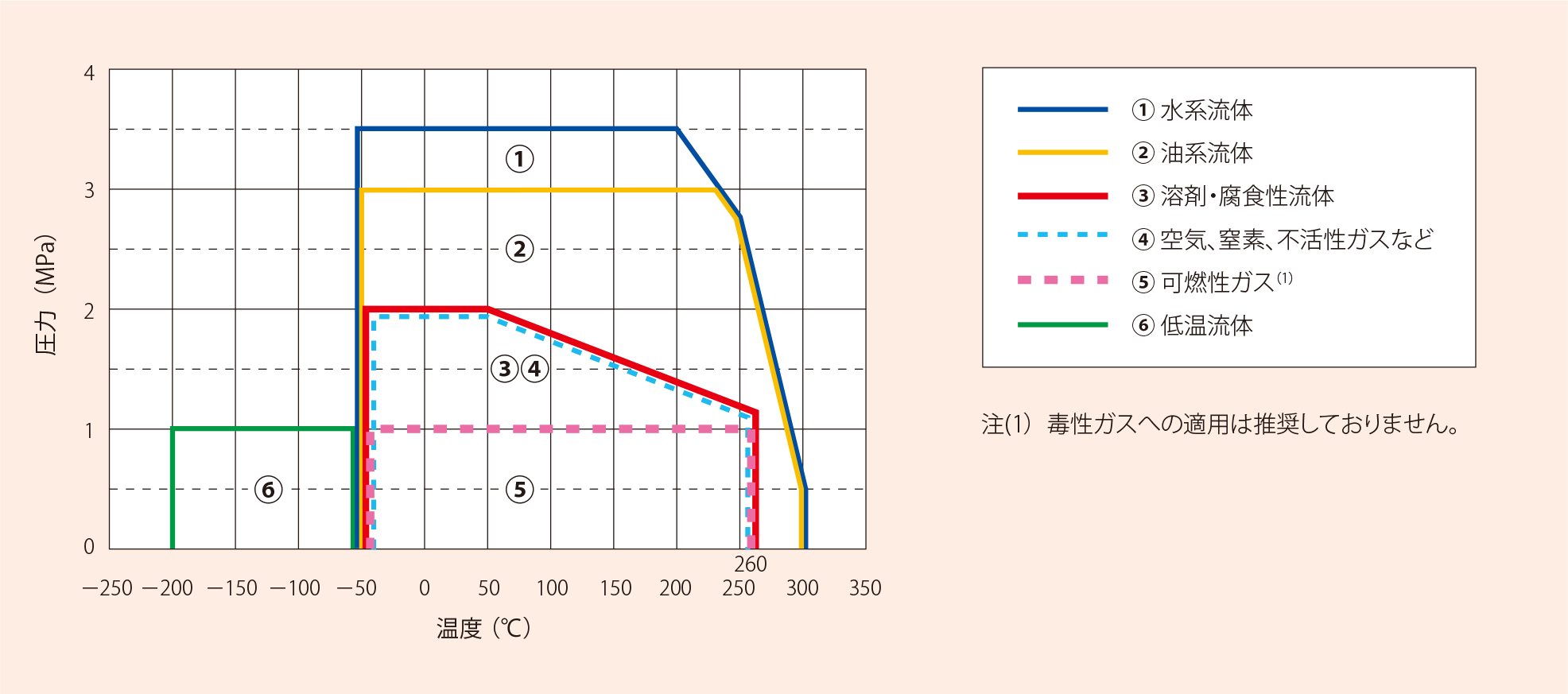
■ 流体別使用可能範囲
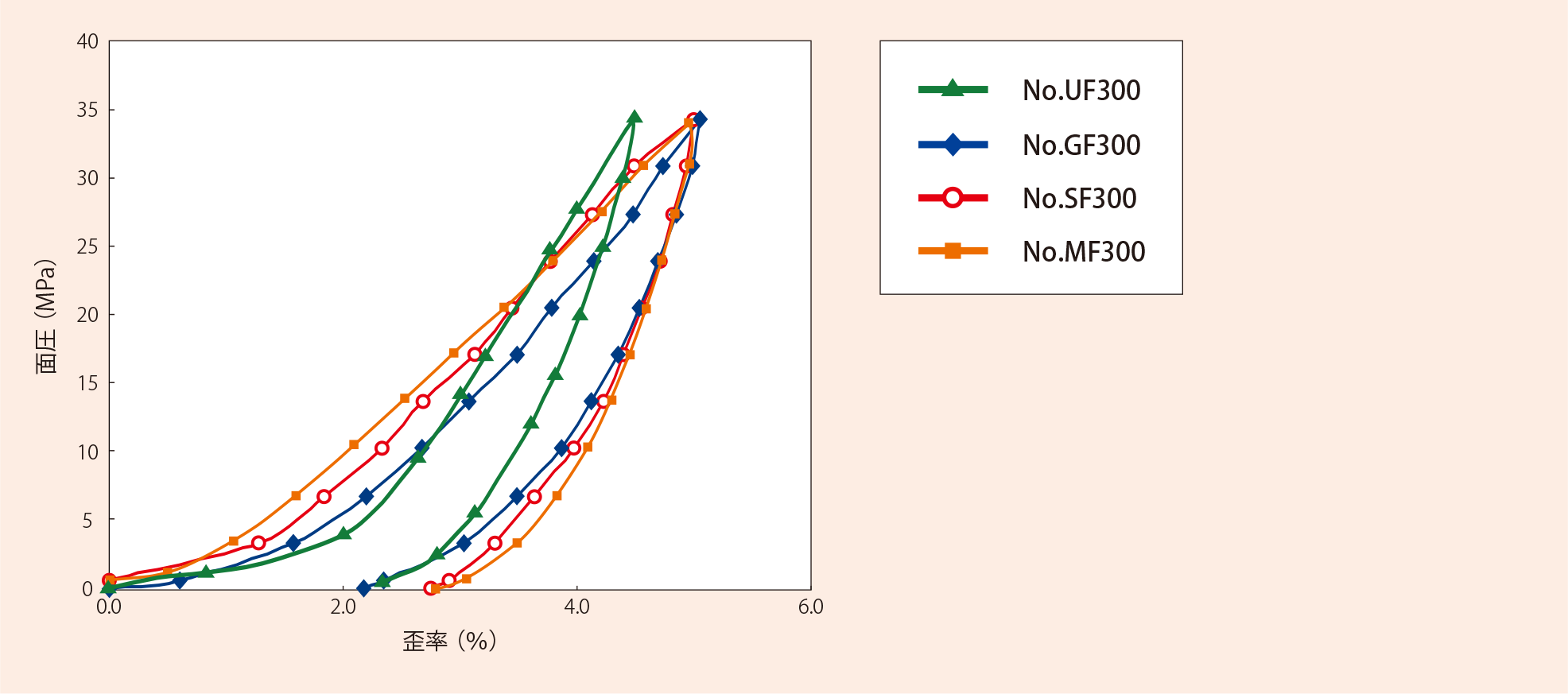
■ 高機能シートの圧縮復元特性
(試料寸法:JIS 10K 25A t=1.5mm)
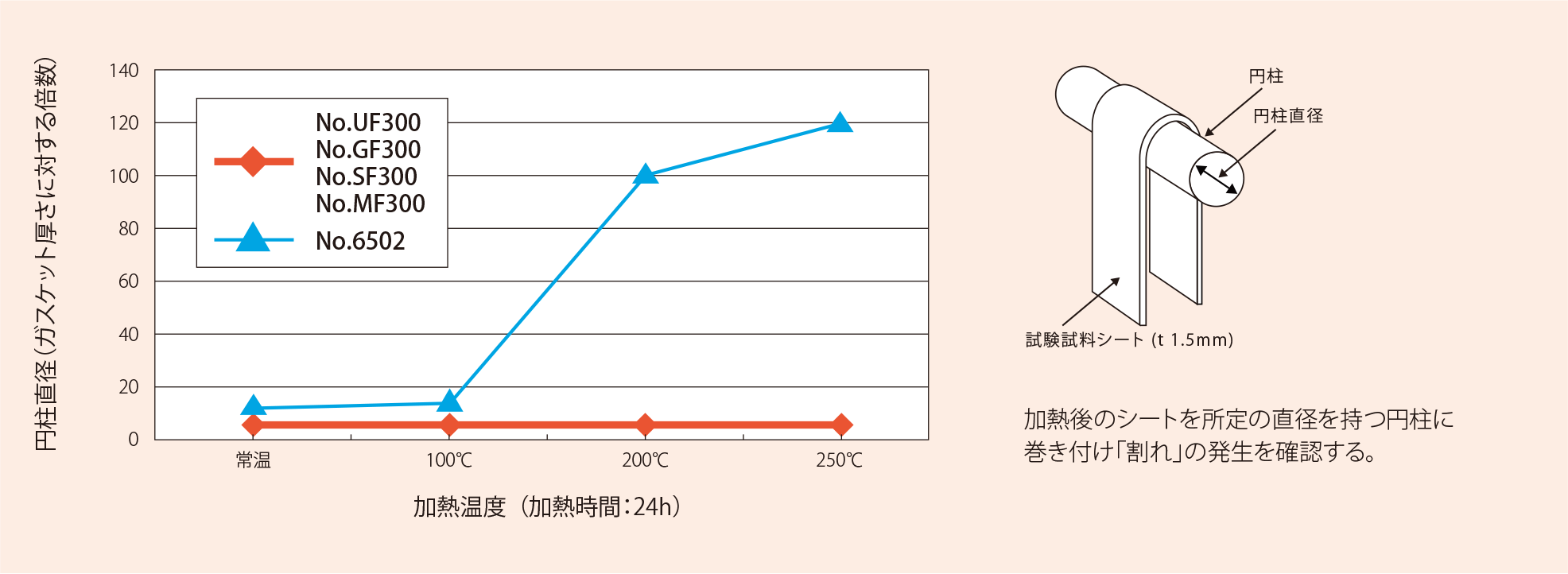
■ 高温硬化性能比較
■ 物性値比較
| 項 目 | 高機能シート | ジョイントシート | |||||||||||||
| No.UF300 | No.GF300 | No.SF300 | No.MF300 | No.6500 | No.6502 | No.6503 | |||||||||
| 厚さ | (mm) | 1.5 | 3.0 | 1.5 | 3.0 | 1.5 | 3.0 | 1.5 | 3.0 | 1.5 | 3.0 | 1.5 | 3.0 | 1.5 | 3.0 | 常態試験 |
| 引張強さ(横方向) | (MPa) | 12.0 | 14.6 | 12.4 | 10.9 | 16 | 15.8 | 12 | 14.1 | 17 | 15.3 | 13.1 | 12.5 | 19.2 | 18.1 |
| 圧縮率(34.3MPa) | (%) | 4 | 4 | 5 | 4 | 5 | 6 | 5 | 4 | 10 | 10 | 9 | 10 | 9 | 6 |
| 復元率(34.3MPa) | (%) | 49.0 | 46 | 53 | 54 | 42 | 50 | 32 | 36 | 57 | 55 | 67 | 64 | 60 | 61 |
| 柔軟性(縦方向) | (kg/m3) | <2 | <2 | <2 | <2 | <2 | <2 | <2 | <2 | 9 | 9 | 11 | 12 | 10 | 10 |
| 密度 | 2576.0 | 2557 | 2315 | 2262 | 2319 | 2280 | 2910 | 2839 | 1810 | 1813 | 1761 | 1759 | 1803 | 1857 | |
| 耐油〈 IRM903油150℃×5h 〉 | |||||||||||||||
| 引張強さ減少率 | (%) | 0.6 | 0.2 | 1.0 | 7.6 | 3.8 | 5.1 | 1.5 | 5.9 | 16.7 | 6.3 | 9.2 | 9.6 | 13.0 | 0.0 |
| 厚さ増加率 | (%) | 0.0 | 0.0 | 0.2 | 0.1 | 0.0 | 0.0 | 0.2 | 0.2 | 2.2 | 1.2 | 1.3 | 1.0 | 2.1 | 0.6 |
| 重量増加率 | (%) | 0.4 | 0.2 | 0.5 | 0.6 | 0.5 | 0.7 | 1.1 | 1.4 | 3.9 | 3.2 | 4.4 | 3.0 | 4.2 | 1.7 |
| 耐燃料油〈 JIS燃料油 B RT×5h 〉 | |||||||||||||||
| 厚さ増加率 | (%) | 0.0 | 0.3 | 0.4 | 0.3 | 0.4 | 0.1 | 0.2 | 0.5 | 5.6 | 2.8 | 4.3 | 2.6 | 5.4 | 2.3 |
| 重量増加率 | (%) | 1.0 | 1.2 | 0.9 | 1.2 | 0.9 | 1.3 | 0.9 | 1.8 | 5.6 | 4.0 | 6.7 | 6.0 | 7.0 | 3.2 |
| 応力緩和率〈 JIS R 3453締付面圧20.6MPa 〉 | |||||||||||||||
| 100℃×22h | 20.3 | 44.5 | 16.2 | 37.0 | 16.1 | 42.7 | 16.9 | 30.2 | 27.5 | 47.0 | 23.5 | 37.8 | 27.3 | 45.0 | |
| 200℃×22h | 44.7 | 71.9 | 35.3 | 65.8 | 40.5 | 68.8 | 35.8 | 55.0 | 52.0 | 78.8 | 41.1 | 65.5 | 43.6 | 60.5 | |
| シール性〈 JIS 10K50A, 内圧 He 1.0MPa, 締付面圧 25.5MPa, 厚さ 1.5mm 〉 | |||||||||||||||
| ペースト無し | (Pa・m3/s) | 1.7×10-4以下 | 1.7×10-4以下 | 1.7×10-4以下 | 1.7×10-4以下 | 1.4×10-3 | 1.9×10-4 | 1.2×10-3 | |||||||
| (atm・㏄/min. ) | 0.1以下 | 0.1以下 | 0.1以下 | 0.1以下 | 0.83 | 0.11 | 0.74 | ||||||||
| ペースト有り | (Pa・m3/s) | - | - | - | - | 1.7×10-4以下 | 1.7×10-4以下 | 1.7×10-4以下 | |||||||
| (atm・㏄/min. ) | - | - | - | - | 0.1以下 | 0.1以下 | 0.1以下 | ||||||||
注(1)柔軟性はJIS R 3453 6.2.5に準じています。高機能シートの「高温硬化性能比較」をご参照ください。
備考 物性値はすべて測定値例であり、規格値ではありません。
■ 設計および使用時の注意事項
▼ 設計時に注意すべき事項
1.ガスケットに十分な締付面圧が与えられるだけのボルト本数と太さ、ならびにガスケット寸法を決定し、均一な締付面圧の分布
になるようなフランジ構造とボルト配分を考えてください。
2.フランジの表面仕上げは6.3Ra(参考:25s)程度としてください。過剰に平滑な仕上げがなされた場合、ガスケットに滑りが生じ、圧壊の原因となります。
3.内圧負荷時にフランジがローテーションの起こりにくい構造と材料、寸法としてください。
4.継手部に無理な熱応力や繰返し曲げ応力のかかる設計は避けてください。
5.フランジ部にドレンやスケールなどのたまらないような配管設計にしてください。
6.継手部に振動が伝わらないように配慮してください。
▼ 装着に先立ち注意すべき事項
1.フランジと配管との直角度を高めておいてください。
2.相対するフランジの軸差を是正しておいてください。
3.フランジの変形の有無を調べておいてください。
4.既設装置や配管の継手部でガスケットのみを交換するときは接合面をきれいに掃除し、傷の有無を調べ、もしあれば補修しておいてください。
5.フランジ面の錆を落とし、凹部を補修しておいてください。
6.装着までの保管時や装着作業時にガスケットを傷めないように注意してください。
▼ 装着時に注意すべき事項
1.ガスシールの場合は下記「浸透漏洩防止対策」を参照してください。
2.ガスケットとフランジの間に異物をかみこまないよう清浄な作業現場で装着を行ってください。
3.フランジボルトは、それぞれを4~5回に分けて徐々に強く締めていき最後に全体が均等になるように締付けてください。
4.締付け時には過剰締付けによる圧壊にご注意ください。
5.特に150Lb1B以下の小径、ガスケット幅がせまい場合は、ガスケット面圧が過大になりやすいのでご注意ください。
6.ロードアップまたは再スタートの場合には、ボルトのゆるみが無いかご確認ください。
7.一度漏洩したガスケットをそのまま増締めしても漏れが止まらないときは新しいガスケットと交換してください。
8.ジョイントシートを100℃を超える環境下でのご使用では、素材の硬化が進む場合もあり、ご注意頂く必要がございます。流体別使用可能範囲の注意事項をご参照頂き、高温履歴後の増締めが不要となるよう、初期締付管理を充分に実施くださいますようお願いします。また増締めを実施する場合は、素材の硬化が顕著ではない加熱運転開始の24時間以内に実施頂くようにお願い致します。
▼ 保管時に注意すべき事項
1.直射日光や新鮮な空気、オゾンにさらされないように冷暗所に 保管してください。
2.保管箇所は高温や多湿、腐食環境を避け、ほこりのない清浄な場所を選定してください。
3.ガスケットを釘などに引っかけて吊るすと、破損、永久変形の原因となるため、なるべく缶に入れるかポリエチレン袋に包んで紙箱にしまってください。
4.大寸法のガスケットは丸めずに大きめの平板にはさみ水平においてください。
▼ PTFE使用上の注意すべき事項
溶融アルカリ金属、高温のふっ酸、三ふっ化塩素等に侵されるため、使用しないでください。
■ 浸透漏洩防止対策
1.ガスケットペーストをフランジに接触するガスケット面およびガスケット内径側の切り口に塗布してください。
2.締付面圧を35MPa程度としてください。締付面圧確保のため、全面ガスケットではなく、リングガスケットを使用してください。
3.できるだけガスケットは厚さの薄いもの(1.5mm以下)を使用してください。
4.ガスケットペーストを使用する際は「ニューバルフロンペースト」 を使用してください。特にNo.6、No.6Mは高機能シートガスケットとの馴染みが悪いため推奨しません。
■ FAQ
Q. GF300に「可燃性ガス」は使用可能ですか?
A. 使用可能です。ニューバルフロンペーストを使用し浸透漏洩を防止すれば使用可能です。
Q. 高機能シートガスケットはペーストを塗布した方が良いですか。
A. ガスシールの場合はフランジに接触するガスケット面およびガスケット内径側の切り口に塗布することを推奨いたします。なお、ガスケットペーストは「ニューバルフロンペースト」を使用してください。特に、No.6、No.6Mは高機能シートガスケットの表面には馴染みが悪いため使用できません。
Q. 高機能シートガスケットはホットボルティングを実施しても良いですか?
A. 実施して頂いても問題ありません。ホットボルティングを実施することで面圧保持の効果があります。ただし、構成材料のPTFEは熱可塑性を有するため高温では剛性低下が生じます。そのため、過剰締め付けによる破損に注意しトルク管理にて行うことを推奨いたします。
Q. GF300シリーズや7020、7026(バルフロンシートガスケット)は重合性モノマーには不適となっていますがなぜですか?
A. 重合性モノマーが、ガスケットに浸透し内部で重合することで体積膨張を起こし、ガスケットを破壊する現象(花咲現象)が起こることがあります。重合環境下のモノマー流体に対しては、浸透しにくい、また、浸透・重合しても破壊しにくい、内外輪付うず巻形ガスケットやメタルガスケット等のご使用を推奨します。
Q. 高機能シートガスケットはシートサイズを超える大口径にも対応可能ですか?
A. 接合加工が可能ですので、大口径にも対応できます。
Q. シートガスケットなどで締め付け隙間で管理をしたいのですが、どのようにすればいいでしょうか?
A. 隙間による管理は誤差が生じ易く正確な面圧が得られません。片締めの対策には有効ですので、トルク管理と併用してご活用ください。
Q. JPI、ASME/ANSI規格フランジのガスケット寸法の違いについて教えてください
A. JPIは基本的にはASME/ANSIからの引用ですので、元数値のミリ換算時の丸め誤差で多少寸法が異なることはあります。実使用上は、どちらの寸法でも同等のガスケット機能を果たすと認識します。
Q. プラント運転中は問題なくても、停止、再運転時に漏れが発生することがあるのはなぜですか?
A. 温度変化によりフランジ、ボルト、配管などの伸び縮みが起こります。その結果、温度低下時(再運転初期の低温時を含む)にはガスケット部分に締付力低下の傾向が多く見られ、緩みによる漏れとなります。よって一般的には、初回熱付加後の再運転前に増し締め(締めなおし)をしていただくようお勧めしています。
Q. 漏れ発生時の増し締めは有効ですか?
A. 有効です。漏れ時の増し締めは内圧を抜いてから増し締めを実施していただくようお願いいたします。ただし、ジョイントシートの場合では温度による硬化があり破損する可能性があるなど、製品別に注意すべき点もございます。
Q. どのガスケットを選定すれば良いのかわからないので、選定してもらえないですか?
A. ご使用条件と併せてお問合せいただければ、当社技術担当が選定し、適切な製品を推奨させていただきます。
■ バルカーハンドブック技術編
■ バルカーハンドブック寸法編
▶ (2)JIS全面座・大平面座・小平面座管フランジ用リングガスケット(表1.1.2)
▶ (3)JISはめ込み形・溝形管フランジ用リングガスケット(表1.1.3)
▶ (4)JISねじ込み式可鍜鋳鉄製管F型ユニオン・組みフランジ用リングガスケット(表1.1.4)
▶ (5)JPI(ANSI/ASME)全面座管フランジ用全面形ガスケット(表1.1.5)
▶ (6)JPI(ANSI/ASME)平面座管フランジ用リングガスケット(表1.1.6)
▶ (7)JPI(ANSI/ASME)はめ込み形・溝形管フランジ用リングガスケット(表1.1.7)
▶ (8)ANSI/ASME鋳鉄管全面座管フランジ用リングガスケット(表1.1.8)
▶ (9)TAYLOR FORGE大口径鋼管平面座管フランジ用リングガスケット(表1.1.9)
▶ (10)JPI大口径鋼管平面座管フランジ用リングガスケット(表1.1.10)
