


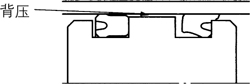
1.2.1 唇形密封圈及挤压式密封圈
(1)U 形密封圈
(a)形 状
(甲)按截面分为小截面及大截面型,形状上可分为对称型(活塞杆、活塞通用)与非对称型(活塞杆、活塞专用),液压机器专用的非对称型 U 形密封圈带有沟槽。
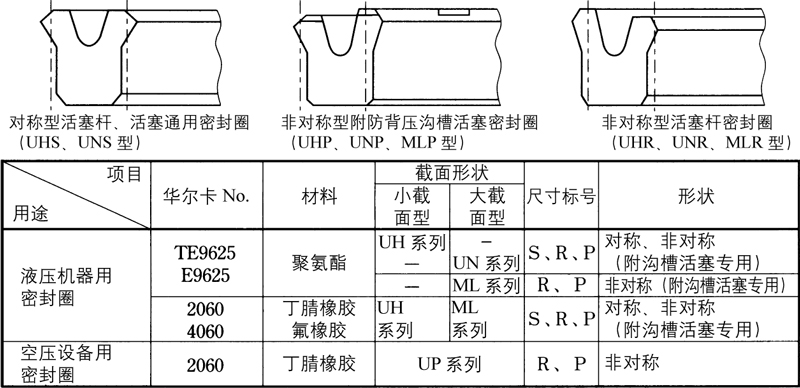
(乙)非对称型附沟槽 U 形密封圈的特点
①通过附带沟槽,能够防止背压(特别是用于活塞更加有效)。
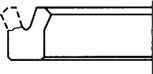
活塞密封圈在往复运动型的情况下,是背对背的使用的。此时,就会发生背压(逆压、Back Pressure)。有时,密封圈会因此而被挤出,滑动侧的唇部夹入活塞与气缸壁之间的游隙中,造成损伤。(图 1.2.1 及 图1.2.2)
<技・製>图 1. 2. 1 因发生背压而导致活塞密封圈夹挤
<技・製>图 1. 2. 2 唇部损伤
造成这一问题的原因,是密封圈泄漏的累积,但是这种泄漏的发生,与压力、温度、冲程及速度等因素有着复杂的关系,所以无法完全避免。因此,至今完全避免背压还是不可能的,唯有寻找发生背压时使其卸压的方法。
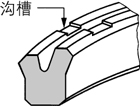
附防背压沟槽的 U 形密封圈正是为了防止背压,而加工了“沟槽”。(图 1.2.3)
<技・製>图 1. 2. 3 非对称型附防背压沟槽活塞密封圈(UHP、UNP、MLPタイプ)
②选用非对称型(专用型),不仅能够提高密封性能,而且还能够降低最低工作压力及改良滞塞性能。
③不易发生因温度而导致密封圈尺寸变化等问题。
④由于非滑动侧的密封圈高度比滑动侧高,所以固定性较好。
⑤缺点在于,由于是专用型(活塞杆用、活塞用),使用时应加以注意。
(b)滞塞现象(JOHS-112-1978 节选)
滞塞现象是指在气缸的工作过程中发生的震颤、脉动、喘息等现象,有时,还会因为鸣而发生高频发声现象。虽然发生的原因还没有明确,但是从定性的角度来看,主要因以下原因而发生的。
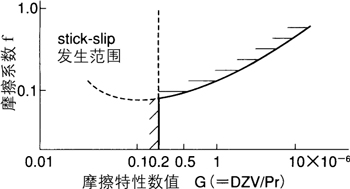
①高速、低速工作时此外,有实验报告指出,如果在如图 1.2.4 所示的范围内使用密封圈,会发生滞塞。 此时,
②滑动面(金属)未加工为合适的粗糙度(0.8~3.2S)时
③密封圈材料的动摩擦系数高时
④润滑材料不足时
⑤机油粘度低,易产生润滑油膜破裂时
⑥采用了壁过薄的气缸套,或是采用了刚性过低的软管时
D:轴径(cm)
Z:油粘度(kg・s/cm3)
V:速度(cm/s)
Pr:密封圈收缩力(kgf)
<技・製>图 1. 2. 4 滞塞的发生
(c)防止滞塞对策
使用条件上,滑动速度慢、密封圈两侧的压力差小、或者滑动面加工过好等时,都会发生滞塞现象。为了减轻滞塞现象,有如下方法。
①使用非对称型密封圈
②使用摩擦系数较小的材料(例如润滑性橡胶)
③对密封圈表面做特殊喷涂
